

{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

Flow: 0 l/min - 465 l/min
Pressure: 8.3 bar
Weight: 17.1, 33.2, 27.8, 39.4 kg
... ARO 1-1/2” metallic diaphragm pumps achieve flow rates of up to 123.1 GPM (465.9 LPM) and offer a wide array of material and porting configurations. These pumps are often used for transfer, filling, recirculation ...
ARO, Ingersoll Rand

Flow: 0 l/min - 189 l/min
Pressure: 0.7 bar - 8.3 bar
... set of features found in other pump technologies. You get the versatility of a diaphragm pump with the efficiency and controllability of other positive displacement technologies. The result? An electric ...
ARO, Ingersoll Rand

Flow: 0 us gal/min - 285 us gal/min
Pressure: 0 psi - 120 psi
Head: 20'06"
... NEW ARO AIR OPERATED DOUBLE DIAPHRAGM PUMP! 3” NON-METALLIC PUMP MODEL ARO® EXP Series diaphragm pumps now include new 3” non-metallic models available in polypropylene ...
ARO, Ingersoll Rand

Flow: 7 l/min
Pressure: 130 mbar
Power: 19 W
... speed control Outstandingly easy to use Small footprint to optimize workspace Maintenance-free Very compact, chemically resistant and oil-free diaphragm vacuum pump with manual ...
KNF

Flow: 0 m³/h - 0.0024 m³/h
Pressure: 0 bar - 6 bar
Head: 0 m - 4.5 m
... Product overview
KNF
diaphragm liquid
pumps combine
compact dimensions with chemical resistance to handle a wide range of liquids, neutral or corrosive. The
pumps operate dry, ...
KNF

Flow: 0 m³/h - 0.144 m³/h
Pressure: 0 bar - 0 bar
... Material Options: EPDM
Diaphragm Material Options: EPDM
Pump Head Material Options: PPS
Motor Type Options: DC, Brushless DC
Technical specifications
- Category: Diaphragm
KNF

Flow: 3.8 l/min
Pressure: 60 psi
... are portable electric- pump units used to supply couplant to wedges during ultrasonic inspections. Both units are equipped with a diaphragm pump that has a bypass to ensure a constant flow and to avoid ...

Flow: 715 l/min
Pressure: 8 bar
Fluid temperature: 100 °C
... Double diaphragm pump 2" metal - 5252-240 Description: The double diaphragm pump is suitable for large scale industry and plant feeding as well as for large flow rates and higher viscosities. * ...
Lutz Pumpen GmbH | Lutz-Jesco GmbH

Flow: 0 l/min - 77 l/min
Head: 0 m - 14 m
Power: 460 W
... Drum pump for complete drum drainage - solvents The Pump Set is suitable for thin, flammable and inflammable liquids and hydrocarbons. Perfectly suited for withdrawing or transferring explosive media and solvents. * ...
Lutz Pumpen GmbH | Lutz-Jesco GmbH

... Stepper motor pump MEMDOS SMART LDX The MEMDOS SMART LDX is an advanced stepper motor diaphragm dosing pump designed for precise and reliable dosing of even the smallest quantities. The stepper motor ...
Lutz Pumpen GmbH | Lutz-Jesco GmbH

... The new generation – simply beta/ X Capacity range 10 ml/h – 50 l/h, 16 – 2 bar The diaphragm metering pump beta/ X is easy to use, meters with precision and is digital. All aspects of the beta/ X are focused ...
ProMinent Group

Flow: 2.3 l/h - 45 l/h
Pressure: 2 bar - 25 bar
Power: 30, 25 W
... The new solenoid-driven metering pump gamma/ X is user-friendly and has a long service life, just like its predecessor. An ingenious solenoid control measures the pending back pressure and protects the system from overload. This technology ...
ProMinent Group

Flow: 7.5 l/h - 78.5 l/h
Pressure: 2 bar - 25 bar
Power: 78 W
... The new solenoid-driven metering pump gamma/ XL extends the capacity range of the proven gamma/ X to 80 l/h. In addition to the familiar relays and bus interfaces, the gamma/ XL provides a socket with 3 more configurable inputs and outputs. ...
ProMinent Group

Flow: 0 us gal/min - 22 us gal/min
Pressure: 0 psi - 125 psi
Head: 17'00"
... Available in aluminium and stainless steel this versatile 1 air operated double diaphragm pump is ideal for pumping a variety of waterborne and solvent based coatings including; Adhesives, catalyzed varnishes, paints, ...
BINKS U.K. LIMITED

Flow: 0 l/min - 4.2 l/min
Pressure: 0 bar - 7 bar
Head: 6.6 m
... DX70 is a high specification, air powered, 1:1 ratio, double diaphragm pump specifically developed for the direct supply of paints and materials to spray guns. The pump features a unique diaphragm ...
BINKS U.K. LIMITED

Flow: 5 l/min
Pressure: 7 bar
... flow rate, air operated 1:1 ratio, double diaphragm circulation or transfer pump specifically developed for the direct supply of paints and materials to spray guns. The pump features a unique “no crease” ...
BINKS U.K. LIMITED

Pressure: 5 psi
Power: 2 W - 2.5 W
Length: 54 mm
... This miniature (16 mm), solenoid-driven fixed volume dispense pump is available in 50 µL standard models, with other dispense volumes available upon request. Featuring a compact, chemically inert, self-priming design, ...

Pressure: 95, 60 psi
Input diameter: 0.3 in
Width: 42.9 mm
... LPD Series variable volume dispense pumps are a new generation of stepper motor driven, positive displacement pumps designed to provide unparalleled reliability a nd performance at an economical price. The LPD Series ...

Power: 7 W
Fluid temperature: -1 °C - 49 °C
Length: 87 mm
... This compact (25 mm), solenoid-driven fixed volume dispense pump is available in 100 µL and 175 µL standard models, with other dispense volumes available upon request. Featuring a compact, chemically inert, self-priming ...

Flow: 30 l/min
Pressure: 7 bar
Head: 3 m
... The FLUX air-operated diaphragm pump RFM/RFML 10 is self-priming and protected against dry running. The pump is distinguished for its versatility and can be used for pumping low to high viscosity media ...
FLUX-GERÄTE GMBH

Flow: 45 l/min
Pressure: 7 bar
Head: 3 m
... The FLUX air-operated diaphragm pump RFM/RFML 15 is self-priming and protected against dry running. The pump is distinguished for its versatility and can be used for pumping low to high viscosity media ...
FLUX-GERÄTE GMBH

Flow: 110 l/min
Pressure: 7 bar
Head: 3 m
... The FLUX air-operated diaphragm pump RFM/RFML 25 is self-priming and protected against dry running. The pump is distinguished for its versatility and can be used for pumping low to high viscosity media ...
FLUX-GERÄTE GMBH

Flow: 20, 35, 70, 130 l/min
Pressure: 0 bar - 7 bar
Weight: 6.9, 2.5, 3.6 kg
... along with a compact build and feathered flap valves that cut down noise enable it to be the perfect machine for OEMs - original equipment manufacturers. Notwithstanding that, anyone using the normal AODD pumps can ...

Flow: 0 l/min - 189 l/min
Pressure: 8.6 bar
Weight: 8.2 kg - 27.2 kg
... air-operated diaphragm pump features a stall-free low pulsation air valve which provides a smooth and rapid changeover. The one-piece centre section eliminates leaks and reduces maintenance on Husky pumps ...
GRACO

Flow: 0 l/min - 2,500 l/min
Head: 15 m - 29 m
Power: 2.1 kW - 9.6 kW
... range of small portable pumps To enable maximum versatility and to make a pump that fits with your needs, we offer a choice of gasoline, diesel or electric power. We have 3 types to match your requirements. Diaphragm ...
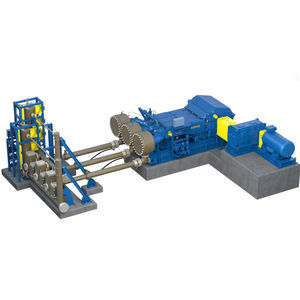
Flow: 10 m³/h - 1,500 m³/h
Power: 100 kW - 4,000 kW
Fluid temperature: 230 °C
... separator to limit diaphragm temperature and connect the diaphragm housing to the valve blocks Contain preformed diaphragms with PLC controlled positioning to ensure high pump reliability ...
Weir Minerals

Flow: 0 l/h - 200 l/h
Pressure: 0 bar - 16 bar
Fluid temperature: -10 °C - 50 °C
... SMART Digital diaphragm dosing pump with internal brushless motor drive. High-end solution for complex and demanding applications (Digital Dosing Advanced). The most usable and sustainable dosing solution on the market DDA ...
GRUNDFOS

Flow: 52 l/min
Pressure: 0.1 MPa - 0.8 MPa
Fluid temperature: 4 °C - 90 °C
... solvent use Extremely low-pulsation operation: Making the unit perfect for lower-pressure applications Reliable double diaphragm pump technology for high delivery volumes Suitable for use in potentially explosive atmospheres MATERIALS ...
WAGNER

Flow: 50 l/min
Pressure: 6 bar
Fluid temperature: 65 °C
... pneumatic, double diaphragm pump from Sames designed for low-pressure circulating systems, capable of feeding multiple guns. Sames is proud to introduce the new 3.5:1 pump into our low-pressure range ...

Flow: 0.15, 0.18 l/min
Power: 2.4, 1.6, 2.3, 1.5 W
... Max. pressure height up to 10 m H2O Suction height up to 6 m H2O Suction of mixed gas / liquid media Linear flow control via voltage High efficiency Self priming Ink Jet Printers Analytical & medical applications ...
Gardner Denver Thomas

Flow: 11 l/min
Pressure: 30 psi
Fluid temperature: -20 °C - 50 °C
... BTX product series offer market leading reliability and flows up to 11 L/min. Parker’s BTX-Connect pump product line combines best in class diaphragm pump design, innovative ‘connected’ brushless motor ...
Parker Precision fluidics Division

Flow: 1,181 l/h
Pressure: 12 bar
... metering pump, also known as the MACROY® pump, is now NSF/ANSI 61 and 372 certified for municipal compliance and safety assurance. Capable of handling pressures up to 175 psi (12 bar) and flow rates up to 310 gph (1181 ...
Milton Roy

Flow: 80 us gal/min
... WDP30 (WDP30XK2AT ) Features Dry, self-priming 3" diaphragm pump Easy starting Honda OHV commercial engine 80 gal./min capacity Special "rock channel" and spring loaded connecting rod help prevent case ...

Flow: 4.5 l/min
Pressure: 130,000 Pa
Fluid temperature: 5 °C - 70 °C
... offer multiple component configurations allowing them to be used for either vacuum operation, pressure operation, or alternating vacuum and pressure operations.The innovative, compact design incorporates ...
TOPSFLO INDUSTRY AND TECHNOLOGY CO., LIMITED

Flow: 0 l/min - 3 l/min
Head: 6 m
Fluid temperature: 5 °C - 70 °C
... TOPSFLO micro diaphragm liquid /vacuum pumps are based on a simple principal,the circular power from the motor is converted into oscillating movement by aneccentric, which moves up and down its central ...
TOPSFLO INDUSTRY AND TECHNOLOGY CO., LIMITED

Flow: 0.65, 11 l/min
Pressure: 100,000, 120,000 Pa
... Dual Head Miniature Diaphragm Pump Features: Compact size Highly airtight Higher flow output Corrosion resistance Dual Head Miniature Diaphragm ...
TOPSFLO INDUSTRY AND TECHNOLOGY CO., LIMITED

Flow: 30 m³/h
Head: 30.5 m
... Double diaphragm suction pump The Spate PD 75 double diaphragm pump is an extremely versatile pump suitable for a wide variety of applications. The pump ...

Flow: 26.5 l/min - 1,000 l/min
Pressure: 1.5 bar - 8 bar
Head: 8 m
... advantages of our PIVOT Series AODD pumps are: • Air motor with exclusive frictionless pivot-shaft air valve resulting in: o Larger flow delivery o Smooth pump operation o Reduced flow pulsation o No pump ...
SAMOA Industrial, S.A.

Flow: 31 l/min
Pressure: 1.5 bar - 7 bar
Head: 3 m - 7 m
... PIVOT Series 3/8” Air-operated double diaphragm (AODD) pumps are available in non-metallic materials, such as Polypropylene, Conductive Polypropylene, Conductive Acetal and PVDF, with an extensive range of diaphragms, ...
SAMOA Industrial, S.A.

Flow: 210 l/min
Pressure: 1.5 bar - 8 bar
Head: 5 m - 8 m
... Air-operated double diaphragm (AODD) pumps are available in metallic materials such as Aluminium, and Stainless Steel, with an extensive range of diaphragms, seats and balls. They offer a wide range of ...
SAMOA Industrial, S.A.
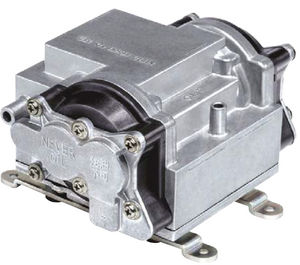
Flow: 20 l/min
Pressure: -0.187 bar - 0.18 bar
Power: 21 W
... The VC 0201B assembled by Nitto, is an AC Dual Pump that features an attainable vacuum of -187 mbar. This device is powered by a 230 V or 120 V of rated voltage with a 20 l/min of rated airflow. In addition, it operates ...
Nitto Kohki Europe
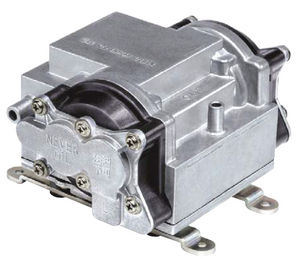
Flow: 25 l/min
Pressure: -0.213, 0.1, 0.2 bar
Power: 27 W
... The VC0301B is a diaphragm pump with attainable vacuum pressure -213 mbar and 25 l/min rated airflow. The rated voltage of the pump is 230 V and 120 V to produce maximum 0.2 bar pressure ...
Nitto Kohki Europe

Flow: 7 l/min
Pressure: -0.267 bar - 0.45 bar
... The DP 0102S is a pump compressor that runs continuously on a 24 V rated voltage for 5.000 h. this model weighs 0.25 kg and is capable of reaching vacuum pressures up to -267 mbar with a 7 l/min maximum free air displacement. ...
Nitto Kohki Europe

Flow: 19 l/min - 1,200 l/min
Pressure: 7, 8.4, 8.6 bar
Head: 2.4, 2.5, 3.7, 4.5, 4.9 m
... The VA industrial range really does set the benchmark for air diaphragm pumps. The range features fast-acting air valve technology – eliminating wasted air and using all of the air for moving the fluid. The efficient ...
Verder Liquids

Flow: 0 l/min - 19 l/min
Pressure: 0 bar - 7 bar
Head: 4.4, 2.5 m
... Verderair VA08 non-metallic pump is a compact, air operated double diaphragm (AODD) pump suitable for small transfer/drum emptying or as a basic dosing pump. The VA ...
Verder Liquids

Flow: 0 l/min - 25 l/min
Pressure: 0 bar - 7 bar
Head: 3.7 m - 6.4 m
... Verderair VA10 non-metallic pump is a compact, air operated double diaphragm (AODD) pump suitable for small transfer/drum emptying or as a basic dosing pump. The VA ...
Verder Liquids

... Diaphragm pumps are a type of positive displacement pump that use the reciprocating motion of flexible diaphragms to convey fluids (liquids or gases). Its core feature is that the pump ...
the best suppliers