
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
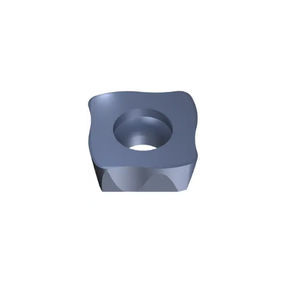
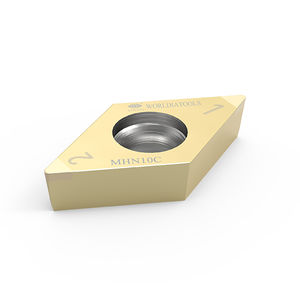
... details cutting diameter Ød₁ [mm]: 8.5 mm insert size: IC-8,5 radius r₁: 5 mm radius r₂: 1 mm programmed radius R₃D: 1.5 mm radius deviation tmax: 0.3 mm programmed radius R₃D measuring point lₘ: 3 mm insert ...
EMUGE-FRANKEN
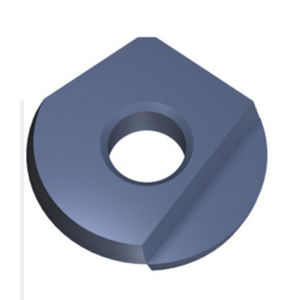
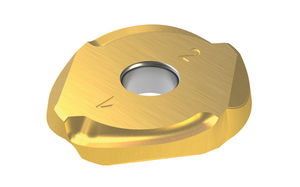
... Indexable carbide ball-nose insert for pre-finishing and HSC-finishing in many materials. Product features and benefits: Without chip breaker, suitable for 3D milling. High-performance KP1 carbide grade for very ...
EMUGE-FRANKEN
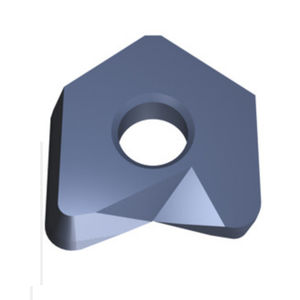
... indexable insert for HSC pre-finishing and HSC finishing of 2D and 3D contours in steel and cast iron materials as well as hardened materials up to 63 HRC. Product features and benefits: Without chip ...
EMUGE-FRANKEN

... life. Provides a solution to the problem of inserts being pulled out during retraction. The TAG inserts are available with the familiar J- and C-type chipformers, with neutral and angular frontal cutting ...
ISCAR Tools

... stable cutting tools. Secomax CBN010 Universal uncoated grade for turning hardened steels Secomax CBN060K PVD coated premium grade for finish turning case hardened steels within the H10-H20 range Secomax ...
SECO TOOLS

... Consistently good surfaces throughout the entire tool life Reduced machining time by increasing the feed by up to 300% with the same surface quality ...
Walter Tools

... High cutting speed Low wear resistance carbide grade Remedy Reduce cutting speed Use a more wear- resistant cutting tool material grade Select a more wear resistant ...

... PCD tipped inserts for machining non-ferrous materials. High wear resistance means long tool life. Increased productivity with high feed rates. ...
Kennametal

... steel up to 67 HRC in combination with a special constitution. For use both in continuous cutting and also in slightly interrupted and heavily interrupted cutting. ...
... Coated grade for high precision small parts turning PVD coating „Absotech Bronze“ and special substrate are applied High quality cutting edge realizes excellent resistance against adhesion and micro chipping Excellent ...
SUMITOMO ELECTRIC Hartmetall GmbH

... protection for both the insert and the cutter body. Available with axial drive, radial drive or TopOn adaptions. Gold-Slot™ inserts are available in various radii and grades including ...
Ingersoll Cutting Tools

... Cermet grades with remarkable stable tool life due to incredible fracture resistance Features 1. Special Surface Technology Consists of incredible fracture and wear resistance for exceptionally stable machining! High fracture ...
Tungaloy EUROPE

... description usually associated with CBN. Traditionally CBN grades have operated exceptionally well, but within a narrow a band dictated strictly by the material being machined and very precise cutting parameters. Advancements ...
MITSUBISHI MATERIALS

... NS9530 - Versatile cermet grade with incredible fracture and wear resistance. - Provides long tool life and excellent surface appearance in fi nishing to medium cutting of steels. GT9530 - Coated cermet grade ...
TUNGALOY

... Ultra Hard Cutting Materials Cubic Boron Nitride (CBN) and all Diamond Cutting Materials: Monocrystalline Diamond (MCD), Polycrystalline Diamond (PCD), CVD-D Diamond. ...
Paul Horn

... protect cutting edge and to simplify the use of relapped or retipped inserts · Inserts with 2 cutting edges and relap/ retip service to reduce tooling cost per part · Internal coolant ...
Beijing Worldia Diamond Tools Co., Ltd

... high-end standard series, mainly promoting PCD / PCBN standard inserts. PCBN insert is suitable for machining of hardened steel, gray cast iron, ductile iron, and powder metallurgy. PCD insert is suitable ...
Beijing Worldia Diamond Tools Co., Ltd
... Compared to traditional CBN inserts, Worldia’s innovations in the design and manufacturing of coated CBN inserts has helped several gear makers increase tool life by 50%-100%, dramatically reducing their costs.Worldia ...
Beijing Worldia Diamond Tools Co., Ltd

... indexable insert with helical cutting edge Higher toughness and wear resistance due to direct sintering Available with various corner radii Indexable insert from diameter 6 mm with integrated coolant ...
... roughing and semi-finishing. The double-sided CopyMax®2 indexable insert has already convinced many customers with its up to fourfold increase in service life. The single-sided CopyMax®1 insert is now also available. ...

... Special inserts in PCD with profile a request Invisible microthreads Top level wristwatches branches. Precious metal threads are of primary importance. The profiling of micro- inserts allows exceptional quality ...

... No-ferrous-Materials. Every indexable insert can be enriched with bespoke cutting edges in PCD Because it is almost possible to have every PCD shape that could be needed. In C.R.M. Mazzoccato s.r.l. there are no established ...
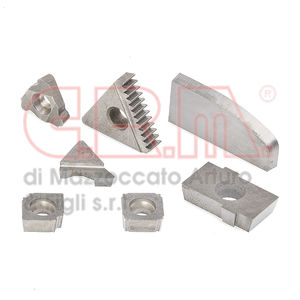
... use of specially profiled inserts allows to better carry out different types of chip removal machining operations. It can also reduce the number of inserts and tools used in processing, because a better dedicated ...


... etc.) Indirectly to these reasons, and in order to improve the performance of the machine tool and the tools higher cutting speed + higher feed rate = bigger volume of metal removed = less time to machine the workpiece the ...

... SL 506 is specifically designed for finishing and semi-finishing applications where stable edges are required. This grade contains resistant materials that provide long lasting edge sharpness. The SL 506 grade’s greatest performance potential ...
CERAMTEC

... Our new wiper inserts for turning have been created with W-MR geometry. Key features include: Available in CNMG12, DNMG15 and WNMG06 and 08 inserts Suitable for longitudinal and face turning of steel, stainless ...
Dormer Pramet

... The preferred chip-breaker for semi-finishing of steel materials. With the negative chamfering design on the cutting edge, the blade has excellent edge strength and supreme impact resistance. Excellent chip-breaker ...
OKE Precision Cutting Tools Co., Ltd.

This unit is applicable on catering diverse requests having a frezite feature that is applicable on various types of tools having edge quality. The unit is adjusted depending on the material to be milled. ...

... CVD-coated carbide grade. Suitable for medium machining of cast iron. Mainly to be used for dry cutting at medium to high cutting speed. ...
Arno Werkzeuge

... Extending tool life at higher feed rates new coated cermet grade T3000Z features a newly developed tough substrate complimented by an ultra hard coating which at 4000 Vickers is almost as hard as CBN. Code named ZX this nano technology ...
Sumitomo Hardmetal Division

... optimize tolerances on machining centers Coolant channels exit right behind the cutting edge Differentiated insert shapes to avoid grade mixing between central and periphery inserts Optimized ...
Widia Manchester
the best suppliers