
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

... building materials, nursery stock support poles, tool handles, flag poles, tent poles, road marking poles and so on). Cooling Tower FRP Pipe Fiber reinforced plastic (FRP), also known as fiber reinforced ...
TJLATINO

... according to the client's request. FRP Channel Fiber reinforced plastic (FRP), also known as fiber reinforced polymer, is in fact a composite material constituting a polymer matrix ...
TJLATINO
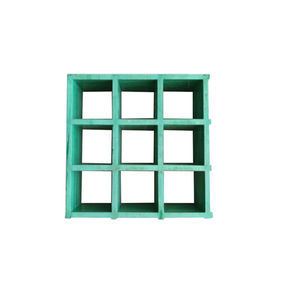
... Fiberglass Structural Shapes FRP Molded Grating is specially designed by LATINO's engineers. It is an integral fiberglass reinforced polyester or vinyl ester grating with standard panels and sizes. It was manufactured by interweaving, ...
TJLATINO

... from the die and a rigid, cured profile is formed that bsed on the shape of the die. FRP Pultruded Sections Fiber reinforced plastic (FRP), also known as fiber reinforced polymer, is in fact a ...
TJLATINO

... Cooling Tower FRP pultruded Channel is the constant cross-section structure by a pultrusion process using fiberglass reinforcements with thermosetting resin matrixes.FRP U Beam is one of the Pultruded FRP profile. The ...
TJLATINO

... Shelving systems, frames, safety enclosures and custom concepts (e.g. for manual workstations) • Rectangular hollow profiles • Cross section can be adapted as required – dimensioned according to the bearing load • ...

... The pultruded profiles and bars are composite material elements which are obtained through the pultrusion process and are made of organic resins reinforced with fiberglass or carbon fibres. ...

Width: 86, 52 µm
Height: 66 mm
... White, black, grey and orange extruded thermoplastic profile from recycled materials Using the same Minirail holding accessories, it perfectly guides de material as it flows down. The thickness of the ...
Dinalager sl

Width: 86, 52 mm
Height: 66 mm
... mm from the end of the wheel Advantages Material can be guided and positioned correctly to flow on the Minirail Precisely cut bar, with +/- 1 mm tolerance Manufactured using recycled thermoplastic material Vertical ...
Dinalager sl
the best suppliers