

{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

... The iCountMS Range is an inline moisture sensor that allows for continuous monitoring of relative humidity (moisture content) in hydraulic and lubricating fluid circuits. Three models available with maximum ...
Measuring range (%): 0 % - 100 %
Precision: 2 %
Measuring range (temperature): -80 °C - 60 °C
... at 30°C / 86°F): 160 ± 40 pF - Sensitivity: 0.55 pF / % RH - Working range humidity: 0...100% RH - Working range temperature: -80...60 °C (-112...140 °F) - Linearity error (0...98% RH): < ± 2% RH - ...
E+E ELEKTRONIK
Measuring range (%): 0 % - 100 %
Precision: 2 %
Working temperature: -80 °C - 60 °C
... atmosphere. It combines on a silicon substrate a capacitive relative humidity sensor and a heating resistor (heater). The heater is dedicated for fast recovery of the humidity sensor ...
E+E ELEKTRONIK

Measuring range (temperature): -40 °C - 180 °C
Accuracy (temperature): 0.2 °C
Working temperature: -40 °C - 60 °C
... High-End Moisture in Oil Sensor EE360 is dedicated for reliable monitoring of lubrication, hydraulic and insulation oils as well as diesel fuel. In addition to highly accurate measurement of water activity (aw) and temperature ...
E+E ELEKTRONIK

... This Humidity Transmitter is used to sense outside ambient temperature to determine efficient heating and cooling strategies. The sensor should be mounted out of direct sunlight and ...

Measuring range (%): 0 % - 100 %
Precision: 2 %
Measuring range (temperature): -30 °C - 100 °C
... Capacitive humidity sensor FHA 646 R • Compact sensor, extremely small dimensions. • Wide operating temperature range. • Particularly suitable for measuring operations between PCBs, inside cases, in ...

... Moisture Sensor • For determination of the moisture content in mineral construction materials, wood and cardboard. • Indirect measurement of the moisture through the determination of ...

... Sensor for measuring the moisture in materials • The sensor operates on the principle of an open plate capacitor. The moisture contained in a material can be measured in terms of that ...

... . In combination with a control system (DCS) or a concrete moisture measurement sensor control & control unit of PCE Instruments, this is a true control of a sensor for measuring humidity. ...

Measuring range (%): 0 % - 100 %
Precision: 1 %
Resolution: 0.1 %
... 3S-RH-I sensors are Class A according to IEC 61724-1:2021 (Relative Humidity).

Measuring range (%): 0 % - 100 %
Precision: 1, 2 %
Resolution: 0.1 %
... industrial installations.
Sensor geometries and materials are selected according to mounting and measurement requirements for conveyor belts, containers, storage bins and mixers.
SC 7100 — Wedge-shaped
Wedge-shaped
sensor ...

Measuring range (%): 0 % - 100 %
Precision: 2 %
Resolution: 0.01 %
... SMARH provides accurate and reliable measurements of relative air humidity. The sensing component features a laser-cut polymer capacitive transducer with an integrated signal conditioning system on an electronic board. The sensitive element ...

Measuring range (%): 0 % - 100 %
Precision: 5, 3 %
Working temperature: -30 °C - 70 °C
... Relative humidity probe, 4 … 20 mA output Humidity sensor for wall installation with clip Connections with non-separable 2 m flexible cable Interchangeable sensor ...

Measuring range (%): 0 % - 100 %
Measuring range (temperature): -30 °C - 50 °C
Accuracy (temperature): 3, 2, 0.5 °C
... relative humidity with a „single-chip“- sensor • Fast response time • Digital transmission from sensor to the evaluation electronics • Additional computed values: dew point temperature, absolute humidity, ...

Measuring range (%): 0 % - 100 %
Measuring range (temperature): -40 °C - 120 °C
Accuracy (temperature): 0.5, 2, 3 °C
... outdoor- sensor or room sensor. Output signals 0…10 V in 3-wire technology or 4…20 mA in 2-wire technology. TECHNICAL SPECIFICATIONS: Operating mode: Messuring mode Medium: Temperature and Humidity Sensor: ...

Measuring range (%): 0 % - 100 %
Precision: 2 %
Measuring range (temperature): -40 °C - 120 °C
... IIC Digital Signal Humidity and Temperature Probe for Interior Usage The DB111 is a cost-effective humidity probe in an ABS plastic housing with rapid response feature. It is designed ...
DABECO Co.,Ltd

Measuring range (%): 0 % - 100 %
Precision: 2 %
Measuring range (temperature): -40 °C - 120 °C
... IIC Digital Signal Humidity and Temperature Probe for Incubators The relative Humidity and Temperature Probe DB115 is an economical humidity probe ...
DABECO Co.,Ltd

Measuring range (%): 0 % - 100 %
Precision: 2 %
Measuring range (temperature): -40 °C - 120 °C
... IIC Digital Signal Humidity and Temperature Probe upto 120℃for Dust Environment The robust and precise DB130 sintering probe with metallic package is designed to deal with the slight dusty circumstance. the wall-hanging ...
DABECO Co.,Ltd

Measuring range (%): 0 % - 15 %
Precision: 0.3 %
Measuring range (temperature): 0 °C - 80 °C
... The intelligent Moisture probe with wireless interface for process optimization of food production processes Usage and applications Moisture measurement technology with universal application possibilities consisting ...
Franz Ludwig Gesellschaft für Mess- und Regeltechnik mbH

Precision: 0.3 %
Measuring range (temperature): 0 °C - 80 °C
... Mobile Moisture Metering Unit Usage and applications Our mobile measuring unit evaluates the temperature and moisture of bulk materials of all kinds. It is very user-friendly due to its ease of operation and the integration ...
Franz Ludwig Gesellschaft für Mess- und Regeltechnik mbH

Measuring range (%): 0 % - 15 %
Precision: 0.3 %
Measuring range (temperature): 0 °C - 80 °C
... Ready for industrial standard 4.0 Usage and applications Moisture sensor for bulk materials using wireless data transmission. Special Features Wireless parameterization / calibration via all WLAN terminal devices Secure ...
Franz Ludwig Gesellschaft für Mess- und Regeltechnik mbH

Measuring range (%): 20 % - 95 %
Precision: 2 %
Measuring range (temperature): -30 °C - 100 °C
... Short description
The HITY 4000w is an impedance-based
humidity
sensor for measuring relative
humidity in gases. Unlike conventional capacitive
sensors, the impedance measurement ...

Measuring range (%): 0 % - 100 %
Measuring range (temperature): -40 °C - 80 °C
Working temperature: -20 °C - 60 °C
... Agriculture Monitoring for Soil 7 Elements, RS485 or USB for Android Mobile phone Multi-Parameter Measurement - Soil moisture content, conductivity, temperature, nitrogen (N), phosphorus(P), potassium(K), fertility, and pH value Fully ...

... in the material. The transit time of this pulse is measured with a resolution of one picosecond (1 × 10-12) to determine humidity and conductivity. Advantages • The compact measuring window of 90 x 36 mm is also suitable for installation ...
IMKO Micromodultechnik

Measuring range (temperature): 0 °C - 70 °C
... Product description
Large rectangular
humidity
sensor for high-precision measurements and for installation in container walls, along screw conveyors, pipelines or similar.
Sensor surface in ...
IMKO Micromodultechnik

Measuring range (%): 0 % - 60 %
... TRIME-PICO IPH/T3 you determine moisture depth profiles fastly, reliably, non-destructively and completely without radioactive ratiation sources. Applications and benefits of TRIME-PICO IPH/T3 • Capturing of moisture ...
IMKO Micromodultechnik

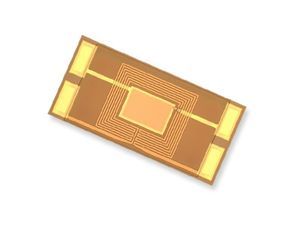
... range of potential uses, the IST AG P14-W humidity sensor is the ideal solution for universal humidity measuring tasks in a wide variety of different applications. The sensor is capable ...
Innovative Sensor Technology IST AG

... such as those provided by the Innovative Sensor Technology IST AG P14 Rapid. The P14 Rapid humidity sensor combines speed and full range operation in an ideal way. The sensor is capable ...
Innovative Sensor Technology IST AG

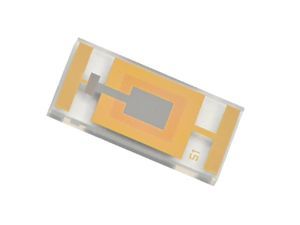
... Humidity sensor - P14 FemtoCap-G SMD Despite its very small size, the IST AG FemtoCap humidity sensor has excellent sensor characteristics that are required in areas ...
Innovative Sensor Technology IST AG

Working temperature: -100 °C - 600 °C
... transmitter, display, meter and controller in one package temperature or temperature and humidity cable probe (gland or connector), Ø18 mm, L=90 mm, stainless steel 316L, PTFE filter cap 1 or 2 universal inputs: 0/4-20 mA, ...

Working temperature: -100 °C - 600 °C
... transmitter, display, meter and controller in one package temperature or temperature and humidity cable probe (gland or connector), Ø18 mm, L=90 mm, stainless steel 316L, PTFE filter cap 1 or 2 universal inputs: 0/4-20 mA, ...

Measuring range (%): 0 % - 100 %
Measuring range (temperature): -200 °C - 100 °C
... The Rotronic Industrial Steel Humidity and Temperature probes are built for demanding industrial environments and cover a wide temperature range of -100…200 °C / 0…100% RH. With an outstanding accuracy ± 0.8% RH ...
Process Sensing Technologies

... The Rotronic Industrial Humidity and Temperature probes are built for demanding industrial environments and cover a wide temperature range of -100…200 °C / 0…100% RH. With an outstanding accuracy ± 0.8% RH ...
Process Sensing Technologies

Measuring range (%): 0 % - 100 %
Measuring range (temperature): -100 °C - 200 °C
... Rotronic Industrial High-Pressure Humidity and Temperature probes are built for demanding industrial environments and cover a wide temperature range of -100…200 °C / 0…100% RH from 0…100 bar. With an ...
Process Sensing Technologies

Measuring range (%): 0 % - 100 %
Precision: 2 %
Measuring range (temperature): -40 °C - 100 °C
... Temperature / Humidity Transmitter Temperature / Humidity Transmitter TRH-300D( Duct Type)_TRH-300W (Wall Type) Temperature / Humidity Transmitter TRH-300 ...

Measuring range (%): 0 % - 100 %
Measuring range (temperature): -30 °C - 70 °C
... MELA® sensorchips Equipped with the highly dynamic capacitive MELA® sensor element, the sensor provides reliable performance across the full humidity range. Using the MELA® sensor element ...

... element Features • Accuracy: ±2.5 % RH • very high accuracy in high humidity • washable measurement element • with the robust Polyga® humidity measuring element • Long-term stability • high-grade ...

Measuring range (temperature): -40 °C - 180 °C
Accuracy (temperature): 0.2 °C
... continuous high humidity: the measurement cell is controlled and heated continuously Measurement of relative humidity at continuous high humidity: the measurement cell is controlled and heated continuously; ...

Measuring range (%): 0 % - 100 %
Precision: 1.3 %
Measuring range (temperature): -40 °C - 180 °C
... of the humidity transmitters HLX31 for varying applications is achieved by combining various standard mechanical and electronic modules. Besides relative humidity and temperature following quantities ...

Measuring range (%): 0 % - 100 %
Precision: 2 %
Working temperature: -30 °C - 80 °C
... Humidity transducer, current output 4÷20mA or voltage output 0÷10V, wall-mounted housing IP65 Product Description • - high quality digital sensor of the relative humidity with protective filter (ABS ...

... or data acquisition systems. Features at a Glance Built-in Sensor - The HI8666 contains a built-in thin-film polymer capacitive (TFPC) sensor that accurately measures relative humidity and temperature. Analog ...

Measuring range (temperature): 0 °C - 50 °C
Accuracy (temperature): 0.3 °C
... The transmitters of the HD37… series are used mainly in air quality control by measuring CO2 (Carbon Dioxide) in the ventilation systems. This allows you to vary the number of air change per hour according to ASHRAE and IMC norms. The purpose is twofold: ...

Measuring range (%): 0 % - 99 %
Precision: 2, 3, 5 %
Working temperature: -40 °C - 60 °C
... wall mount humidity sensor offers both relative humidity and temperature sensing with multiple options for accuracy, temperature and outputs. Product description Setra’s SRH low profile wall mount ...
SETRA

A humidity sensor measures the water content of a gas or a solid. A relative humidity sensor is used to measure the water vapor content of the ambient air.
ApplicationsThese devices are employed in both laboratories and production facilities, including many areas of the industrial sector. Relative humidity is an important element of weather analysis, while the measurement of humidity in solids helps evaluate the quality of materials from wood to concrete.
TechnologiesToday, most such instruments use the resistive or capacitive electrical properties of materials whose water content is being measured. The sensor is placed in contact with the surface or within the material. The measuring instrument connected to it uses the transmitted signals to calculate humidity between 0 and 99.9%.
the best suppliers