
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
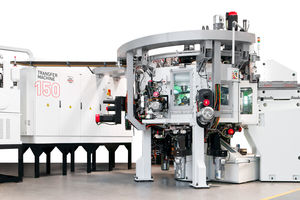
... and Suppliers High volume machining with the flexibility of a machining center and the yield rates of a transfer line ADVANTAGES HOW TO BENEFFIT FROM MAG XT 525 TRANSFER CENTERS Highest ...
FFG Europe & Americas

... Tagline
High-precision multi-task
transfer center
Overview
The Bumotec 1000/C neo is a horizontal
transfer
machine designed to produce prismatic parts from round or profiled ...
Starrag

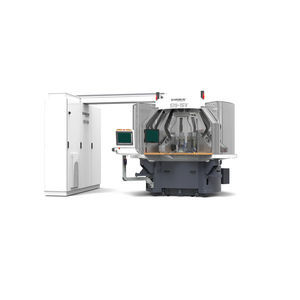
... High-precision CNC machining with maximum productivity and flexibility The Mikron NRG is a state-of-the-art rotary transfer machine engineered for precision CNC machining and optimized ...
Mikron Group

... Automatic unloading with reject identification and management ADVANTAGES Compact, "low footprint" machine that minimizes floor space used Flexible machine that can assemble 2 different hinges models Production ...
AGME Automated Assembly Solutions

... Assembly, rolling over and greasing of ball joint sub-assemblies Machine built-in capablity for 3 different models Technologies Rotary transfer with 8 workstations Palletized system to feed and position parts Design ...
AGME Automated Assembly Solutions

... recliners assembly, greasing and control processes in one only machine Adaptation to the client automation requirements Robust and compact machine that saves room in the factory Flexible machine that ...
AGME Automated Assembly Solutions

... CNC Transfer Machine with 16 axis designed for milling and sanding different type of handles with complex profiles like knife handles. The machine has a 4-position turning table, each ...
SIBO engineering

... the second working position where the flat milling on the head and the drilling of the end of the handle are performed. In the third working position the machine executes the dig on the head and the flat milling ...
SIBO engineering

... Rotary Transfer Machine suitable for machining knife handles, brush handles, and toothbrushes. The machine is equipped with an automatic loader and an 8-position rotary table, which allows ...
SIBO engineering

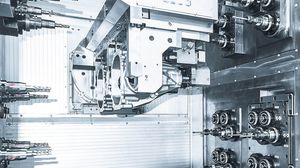
... electronics and the automotive industry. High-precision workpieces transfer system Multiple machining in one clamping operation Up to 31 simultaneous axes and 40 tools Interface Precitrame Machine ...

... In terms of flexibility and versatility, the VERT1MAC Transfer Machine fully satisfies the requirements of today's manufacturing industry. The set cornes with a tailored number of stations, ranging from a minimum of 4 ...
MANDELLI
... The machine's configuration provides for: Workstations with fixed operating units Self-centering locking devices ...
Gnutti Transfer

... multi-spindle rotary transfer machine concept with all new components. It features a heavy duty cast iron machine frame that is 2m in diameter, nearly twice as large as the traditional 12 station Hydromat ...
Hydromat

... In terms of flexibility and versatility, the VERTIMAC Transfer Machine fully satisfies the requirements of today's manufacturing industry. The set comes with a tailored number of stations, ranging from a minimum of 4 ...
Riello Macchine Transfer

... Rotary transfer machine with horizontal axis for tube and bar end cutting and machining. Numerical control machine with high productivity, up to 2600 pieces/hour, designed for the machining ...
Sinico Service Srl

... Product overview
Transfer
machine for the CNC
machining of three-way components used in hydraulic fittings, fluid-power and pneumatic applications. The 8-12/OSE Hp LL combines an 8-station horizontal ...
Picchi S.r.l.
... rotary table transfer machine with exceptional characteristics. This machine has 15 stations, including 12 machining stations. Every machining station can have two ...

... Carrousel Transfer Machine with two drilling and filling stations, with 3-Axis PC-control programming free-, for the production of brushes with spread on the ends, up to 350mm in one operation Tool size: 1,8 – ...
Roth Composite Machinery GmbH

... Our multi-spindle honing machines have an excellent reputation worldwide and are always in demand when high-class mass production is required. KADIA machines combine ultra-fine precision with enormous productivity in ...

... NC manages axes and movements – Milling / Drilling / Tapping on cylinders and padlock bodies – Pieces are loaded on clamps / transfer – Specific transfer equipment per each part format OPTIONS & ...

... build a single unit or used in a special multi-unit to make a higher production machine. These can be combines iwth other Modular Equip models or even our standard machining centers. ...

... Etxetar has built multiple Dial Transfer Machine configurations. An optimum solution for very high production volumes, where our engineering efforts are focused on keeping the same flexibility level as in a machining ...

... PCI MACHINING designs, manufactures and commissions special purpose machines for mass production of cast iron or aluminium parts. Our highly productive special purpose machines and linear or rotary ...
PCI-SCEMM

... integrated in every PTC. Three PTCs can be used in each machine (WINEMA RV10 Flexmaster). Use the latest turning trick in the transfer machine! • Complete machining of the external ...

... MODEL ROTARY TRANSFER MACHINE enables you to achieve a much higher capacity from 3 to 15 times compared to standard machines and narrower machining tolerances than 6 spindles and multi-axis ...
KESTECH ROTARY TRANSFER MACHINES

... Linear Transfer for balls Special CNC machine for the production of ball valve brass balls from forged balls, solid bars or slugs. -number of workstations: from 6 to 10 -Electrospindles up to 10.000 rpm -CNC units ...
SALA s.r.l.

... purpose of producing transfer machines is reducing processing time and machining costs. Transfer machines are basically in two different categories. Rotary or linear ...

... -directional machining The V-SERIES are vertical rotary transfer machines that specialize in efficient productivity on limited floor space. Our MT-40-V processes workpieces up to 80/80/200 mm size ...
SEMA Maschinenbau GmbH

... High precision CNC transfer machines with horizontal axis turret. Compact and fast solutions for 3-way parts. Available with quick-change pallet-type clamping fixtures with multiple reference points (datums). ...
BUFFOLI TRANSFER
the best suppliers