
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

Diameter: 180 mm
... The latest generation of grinding discs with ceramic grinding media Maximum material removal with extremely high tool life thanks to special ceramic corundum with new bonding Highest productivity and work ...

... at full wheel speed. Grinding wheels with ultra-hard diamond or CBN cutting materials are used for grinding ceramics, tungsten carbide and hardened steel. In previous grinding ...

Diameter: 180, 200, 150 mm
... The Norton bench and pedestal wheels line consists of all wheel diameters and arbor sizes, abrasive types and grit sizes. Our offering answers all metal removal, deburring, shaping and sharpening needs: ...
Norton Abrasives

... corresponding dressing process, virtually all demands are met in the dressing of grinding wheels for the continuous generating grinding of involute and non-involute gear teeth. Reishauer’s ...
Reishauer

Diameter: 50.8 mm
...
Designed for surface preparation, deburring and finishing on metals and composites. The bristle construction combines
abrasive filaments on a flexible backing to follow contours and edges while enabling controlled stock removal.
Compatibility ...
Solventum

Diameter: 180 mm
... Overview
A KLINGSPOR A24N Supra
grinding
wheel designed for rough
grinding of stainless steel. The disc delivers strong material removal and is intended for coarse stock removal on stainless-steel ...
KLINGSPOR

... VITRIFIED-BONDED CBN GRINDING TOOLS FOR EXTERNAL CYLINDRICAL GRINDING With the GENIS 2 product line, TYROLIT defines a new performance level and a wider range of applications for external cylindrical grinding ...
Tyrolit - Schleifmittelwerke Swarovski AG & Co K.G

Diameter: 150 mm - 610 mm
... The only one specializing in the production of metallographic cutting films business rich product specifications, applicable to all types of imports, domestic metallographic cutting machine. the use of special abrasive, according to the German technology ...

Diameter: 50 mm - 150 mm
... Cylindrical grinding wheels for portable machines (50-80m/s) – resin bond Available holes (mm): 10/13/16/20/22/25 Available grits: 20-24-30-36 Available in unreinforced (50 m/s) and reinforced (80m/s) versions SPECIFICATIONS A ...

Diameter: 50 mm - 200 mm
... Cylindrical cup grinding wheels suitable for various mechanical applications (35m/s) – resin bond Available holes (mm): 10-15-20-22-25-30-40-76 ...

Diameter: 3 mm - 26 mm
... UNMOUNTED. Range of small, hard-bonded natural rubber mounted stones with incorporated silicon carbide powder. Available in Medium U (green or blue) and Fine P-brown grit. Part no. 9553 supplied in box of 100 units with holder 327RF shank Ø ...

... UNMOUNTED Lens, discs, and unmounted elastic rods, natural rubber-bonded, medium-hard, filled with silicon carbide powder, available in four grits dimensions. Full CRATEX product catalog on request. ...

Diameter: 115 mm
... Diamond looking through grinding wheel WAVE Ø 115 x 22,2 mm You may either sharpen stationary with the drill, in combination with the mandrel (item No. 20250) or directly with the angle grinder 115/125 mm. he implemented ...

... Carbon diffusion" when grinding steel. The friction during grinding is reduced, thereby reducing total heat generation. In short, your advantage: longer service life with reduced heat generation. The newly developed diamond ...
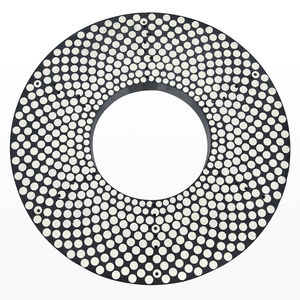
For grinding very hard materials with certain requirements for parallelism, flatness and roughness, such as carbide, sapphire, silicon carbide or spinel

Diameter: 125 mm
... Grinding
wheel for steel with a diameter of 125 mm and a 22.2 mm bore.
Product details
- Type: Grinding wheel for steel (as indicated in the page title)
- Diameter:
PFERD

Diameter: 125 mm
... world Cutting discs art. nr. 301.125.100 size 125 x 1.0 x 22.23 MM Metal Cutting discs for metal and Stainless steel Fe Powertools cutting discs for metal and stainless steel materials are of ...

Diameter: 51, 50 mm
Excellent aggressive performing product with a controllable and consistent metal removable ability.

Diameter: 150 mm - 300 mm
... Weight (Kg) : 0,7 Package (pieces) : 1 Grinding wheel dimension (mm) : 150x20x16/12/12,7 Belt dimension (mm) : _ Brush dimension (mm) : _ Grinding wheel grain (mm) : 36 • Grinding ...
Diameter: 180, 230, 125, 115 mm
... Ultra high-performance freehand cutting disc for demanding user requirements. • Long service life • Easy cutting • High cutting speed ...
RHODIUS

Diameter: 125 mm
... in combination with the special structure of the abrasive grain • Long lifetime for best possible performance, even on sharp edges thanks to the incredible wear-resistance • Eliminates multiple grinding passes, since ...
TECHNOLIT GmbH

Diameter: 150, 202 mm
... Grinding Wheels for Chamfering & Grinding of Semiconductor Wafer It is mainly used in chamfering & grinding for silicon wafers and silicon carbide wafers of various sizes. It is customized ...
Qingdao Gaoce Technology Co., Ltd.

... Grinding wheel for PCD、PCBN cutter Used for precision grinding of superhard cutting tool, end face and cavity; for processing of PCD、PCBN cutters. Edge quality is high; production efficiency is high. ...
Zhengzhou Sino-Crystal Diamond Company

Diameter: 355 mm
... Grinding wheels for RECTILAM®2.0 LAM PLAN grinding wheels are used to dress samples in high speed automatic prepolishing machines. Two types available: AL2O3 grain 60 and SiC grain 150. ...

Diameter: 125, 178 mm
... the application of bevels or radii in metal processing. Wether milling heads for CNC machines, diamond discs and diamond abrasive pins or shearing tools, GERIMA offers a versatile and ever-growing range of tools around the theme „economic ...
GERIMA GmbH

... CBN camshaft grinding wheel It is suitable for efficient and powerful grinding of camshaft of automobile engine. It is mainly used to process the peach shaped surface and main journal of camshaft. It ...
Sisa Abrasives Company

Diameter: 110 mm
... “Classical” flaring cup wheel, it can be used on angle grinders. Depending on Customers' needs, it is manufactured with Ø22mm or M14 fitting. With a different formula, it can be used also on metal workings, highly performing and it’s ...
CgS Abrasives

Diameter: 125 mm
... Hybrid bond wheel for gashing of tungsten carbide round tools on CNC machines Use for Gashing, Round Tool Manufacturing Suitable materials Tungsten carbide ...

A grinding wheel is a disc or cylinder for machining via abrasive or cutting action, or for sharpening cutting tools. It is mounted on a grinder or a machine tool.
ApplicationsThese devices are employed in mechanical engineering, the iron and steel industry, foundries, automobile manufacturing and stone and marble quarrying. They are used for resurfacing, burnishing, cutting, polishing and deburring workpieces, as well as for sharpening tools.
TechnologiesThe various wheel types include flat, lapidary, straight or conical cup, dish, cylindrical, recessed, peripheral or centerless. They consist of abrasive particles that are bonded together. Particles are chosen for their hardness, and can be natural (sandstone, emery or diamond) or synthetic (corindon or crystallized silicon carbide). CBN wheels are made of cubic boron nitride, intermediate in hardness between diamond and silicon carbide.
A straight cup grinder of white corindon is used to sharpen milling cutters, while a green silicon carbide conical cup is used on carbide tools. Unreinforced flat wheels with a Bakelite binder are used to cut steel. Wheels for the precise grinding of metals, glass, stone marble and ceramics use vitrified binders.
Choice will depend on the wheel's shape and profile, its hardness and mounting system.
the best suppliers