
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

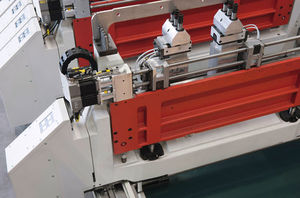
... Two-unit electro-pneumatic drilling machine Double head drilling machine with two mobile heads. Each head has two spindles with variable spacing. Rapid positioning by pneumatic adjustment ...
Fom Industrie Aluminium Working Machinery

... Electro-pneumatic drilling machine with two spindles in line Single head drilling machine with manual or pneumatic feed and two spindles with variable spacing. Rapid positioning by pneumatic ...
Fom Industrie Aluminium Working Machinery

... Bench for drilling unit Multi-head configurable drilling machine. Each head can be fitted with single or multiple spindle drilling units. Pneumatic head feed can be horizontal or vertical. ...
Fom Industrie Aluminium Working Machinery

... cover film cutting. Original patented technology - FPC Laser Shield Laser drilling Technology, developed ultraviolet high-speed drilling equipment to achieve blind holes in one hit. Product advantages: With the ...
Power: 1,500 W - 3,000 W
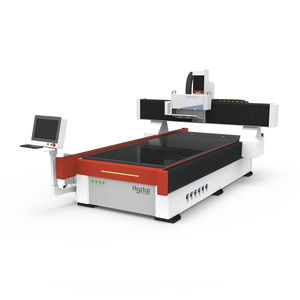
... laser processing machine independently developed by HG Star, specifically designed for precision machining of coated glass, lenses, and specialty glass. This system integrates laser sandblasting, coating removal, and ...

Drilling diameter: 5 mm - 40 mm
Power: 30,000 W
Rotational speed: 0 rpm - 2,500 rpm
... The Voortman V600 beam drilling machine is ideal for structural steel fabricators and manufacturers alike with limited floor space. The horizontal drill and cabin move along the profile, reducing the ...

... in multi-parts mode. The HDL also offers marking (part identification and layout marking) with our exclusive V-scoring fast marking system. Compared to conventional marking systems, we double the ...

Drilling diameter: 75 mm
Rotational speed: 300 rpm
... part attaching Drilling, screw cutting and surface milling ability on the plate with a single spindle A drill chuck fit for fast manual replacement Special milling machine bit enabling ...
AKYAPAK MAKINA SAN TIC

Drilling diameter: 75 mm
... part attaching Drilling, screw cutting and surface milling ability on the plate with a single spindle A drill chuck fit for fast manual replacement Special milling machine bit enabling ...
AKYAPAK MAKINA SAN TIC

Drilling diameter: 40 mm
Power: 22,000 W
Rotational speed: 10 rpm - 3,000 rpm
... processing performance with AFD up to 1000×1500 mm materials. The state of art AFD Flange and Plate Drilling Machine is designed for drilling, marking and tapping plates, reflecting ...
AKYAPAK MAKINA SAN TIC

... sources for various applications Shaped hole machining up to 10x faster than wire EDM and highest design liberty for the geometries Laser precision machine for all demanding 5-axis drilling applications ...
DMG MORI

... Automatic drilling machine for making furniture, designed for large companies and for large production batches. Advantages HIGH QUALITY FINISH Absolute precision thanks to the sturdy single-body mechanical structure ...
SCM

Drilling diameter: 0.2 mm - 3 mm
Power: 3,500 W
Weight: 800 kg
... Spindle adopts DC servo motor drive,greatly improve the machining efficiency; Spindle run smoothly, low noise; Processing parameters of the digital display,simple and intuitive; Operating buttons uses Omron micro switch,the failure ...
SXKH GLOBAL

Power: 3,500 W
Weight: 650 kg
... Spindle adopts DC servo motor drive,greatly improve the machining efficiency; Spindle run smoothly, low noise; Processing parameters of the digital display,simple and intuitive; Operating buttons uses Omron micro switch,the failure ...
SXKH GLOBAL

Drilling diameter: 0.2 mm - 3 mm
Power: 3,500 W
Weight: 900 kg
... Spindle adopts DC servo motor drive,greatly improve the machining efficiency; Spindle run smoothly, low noise; Processing parameters of the digital display,simple and intuitive; Operating buttons uses Omron micro switch,the failure ...
SXKH GLOBAL


Rotational speed: 1,000 rpm
... knew hole- drilling technology could be done better, faster and smarter we created ONA Halley, the result of our historical know-how in EDM and years of experience in the aerospace industry. ONA HALLEY is the most compact, ...

... Automatic drilling machine for drilling of plastic pipes (PVC, PE etc.) in or out of extrusion line. • - Execution of 1 or several parallel rows of holes; • - Minimum distance between the holes 110 ...

... Automatic drilling machine suitable for processing spatula handles, knife handles, paintbrush handles, etc. The machine is equipped with an automatic loader and a high precision rotary table with 8 working ...

... Automatic drilling machine suitable for processing spatula handles, knife handles, paintbrush handles, etc. The machine is equipped with an automatic loader and a high precision rotary table with 8 working ...

Drilling diameter: 1 mm - 100 mm
Power: 3,000 W
Rotational speed: 96 rpm
... Normaco heavy duty portable drill is a machine built especially for the offshore industry for boring and stud removal. Normaco portable drill offers capability to drill blind holes and ...

Drilling diameter: 35 mm
Power: 1,050 W
Rotational speed: 450 rpm
... Powerful magnetic adhesion force up to max. 1020kg (20 mm material thickness / S 275 JR). The new PipeMAB magnetic core drilling machines from BDS Maschinen, Made in Germany. The patented pipe magnetic clamping system ...

Drilling diameter: 12 mm - 30 mm
... KG. All our machines can be supplied in 110 Volt as well as in 230 Volt. Magnetic Drilling Machine FE 30 Motor power: 1050 Watt Spindle: 19 mm (3/4") Weldon Hole cutter / annular ...
FE POWERTOOLS BV

Drilling diameter: 50 mm
Power: 3,000 W
Rotational speed: 52 rpm - 1,400 rpm
... description
This industrial column
drill features a compact design and a wide speed range. The gear-driven transmission and carefully selected components make the
machine suitable for continuous heavy-duty
drilling ...
Huvema B.V.

Drilling diameter: 22, 24 in
... on the machining cycle time. This grant great production output as well as production consistance. The machining unit shifts alternatively from one table to the other, while the two machining area are ...
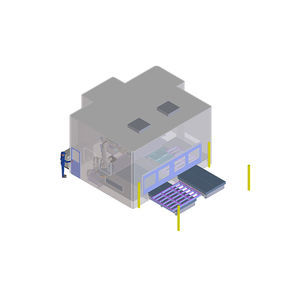
... previously thermoformed and reinforced piece, but its configuration also allows to perform milling operations. Machine structure The structure of the machine guarantees maximum operator safety: Integral ...

... Drilling machine for smaller profiles Workspace [mm]: 250 x 250 BENEFITS AT A GLANCE •Robust, low-vibration design prolongs machine and tool life • Machine portal in robust welded ...
KALTENBACH

Drilling diameter: 25 mm
... A very efficient column drilling machine, designed for craftsmen and tinkerers. The machine has left and right rotation as well as a 1100 W two-gear motor. Chuck capacity 16 mm Self-gripping collet MK3 Distance ...

... best selling Small-hole Drilling EDM Main Features The cutting edge servo technologies Thanks to the latest servo technologies achieved through the know-how accumulated through the development of small hole drilling ...
Sodick

... metal sheets of up to 2 mm thickness, the beam needs to become conditioned using dedicated helical drilling optics. Within this drilling head, the beam profile is optimized such that the laser beam is rotating in itself ...

... • High technology compact machine making possible to drill holes on 6 sides, groove top and bottom, route shapes in one process without necessary of turning panel. Continuous working for various batch sizes and patterns ...
Nanxing Machinery
... vertical drilling operations at the bottom and top sides of rectangular workpieces. In addition to this, a drilling-dowelling combination machine enables dowel insertion in the workpiece ends. The optimal ...
IMA Klessmann

... Clausing Column drills are high precision, heavy duty and are superior performers in any workshop environment. Belt drive or heavy duty gear transmission Perfect for production applications with quick-change tooling ...
the best suppliers