
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

Maximum temperature: 1,300, 1,100, 1,000, 1,200 °C
Capacity: 13, 23, 36, 65, 5 l
Width: 375 mm - 780 mm
... The CWF range of general purpose laboratory chamber furnaces is bench mounted. Models are available in five sizes with a maximum operating temperature up to 1300 °C. The airflow in the CWF-B furnaces is enhanced by ...
Carbolite Gero

Maximum temperature: 1,100, 1,200, 1,000 °C
Capacity: 13, 23, 5 l
Width: 375, 905, 505 mm
... The RWF rapid wire chamber furnaces are available in three chamber sizes with maximum operating temperatures of 1100 °C or 1200 °C. The free radiating wire elements in combination with low thermal mass insulation are designed to provide ...
Carbolite Gero

Maximum temperature: 1,400, 1,200 °C
Capacity: 125 l - 725 l
Width: 1,180 mm - 1,480 mm
... robust construction of LCF industrial chamber furnaces makes them ideal for applications such as the heat treatment of steels and alloy, ceramics sintering and aerospace heat treatment. The LCF industrial furnace range ...
Carbolite Gero

Maximum temperature: 1,250 °C
... : under gas
quenching or in hardening oil
quenching. Durable graphite insulation and heating elements provide long, reliable service in this heavy-duty
furnace designed for industrial applications.
The ...
SECO/WARWICK

... process provides vertical
quenching. The heat-treated material is dropped into water or polymer
quenching tanks located directly under the furnace.
- VertiQuench provides solution heat treatment followed
SECO/WARWICK

... volume manufacturing.
Carburizing and
quenching of steel gears provides the surface hardened teeth and flexible core necessary for a long-lasting gear. Heat treating, especially the
quenching process, produces ...
SECO/WARWICK

Maximum temperature: 20 °C - 1,300 °C
Capacity: 32 l
Width: 400 mm
... heating, ageing, burn-in and hardening in research, science, industry and quality assurance. The universally applicable lab oven U is Memmert’s classic appliance for temperature control in science, research and material tests in industry. ...
Memmert GmbH + Co. KG

Maximum temperature: 20 °C - 300 °C
Capacity: 32 l
Width: 400 mm
... heating, ageing, burn-in and hardening in research, science, industry and quality assurance. The universally applicable lab oven U is Memmert’s classic appliance for temperature control in science, research and material tests in industry. ...
Memmert GmbH + Co. KG

Maximum temperature: 20 °C - 300 °C
Capacity: 53 l
Width: 400 mm
... heating, ageing, burn-in and hardening in research, science, industry and quality assurance. The universally applicable lab oven U is Memmert’s classic appliance for temperature control in science, research and material tests in industry. ...
Memmert GmbH + Co. KG

... precisely controlled cooling. Incredibly high cooling gradients in excess of 200 K/s.mm, plus the ability to interrupt quenching and then control the temperature at a technologically advantageous level, ensure that our customers achieve ...
EBNER
... ingots for railway wheels; and for heat treatment (annealing, quenching) of wire rod coils. State-of-the-art Stein rotary hearth furnace technology The Stein Helyo® RtH rotary hearth furnace benefits ...

Maximum temperature: 1,200 °C
Width: 2,500 mm
Height: 1,500 mm
... normalizing, austenitizing, annealing, solubilization, tempering and quenching in different fluids (water, polymer). Maximum batch weight is 20 T treated up to 1.200 °C. The quenching tank has 4 Kaplan agitators and a ...

Maximum temperature: 1,150 °C
Width: 3,000 mm
Height: 2,500 mm
Heat treatment bogie hearth furnace. Heating is via high speed gas burners.

Maximum temperature: 1,100 °C
Capacity: 7 l - 45 l
... Definition: Electric chamber furnace for all applications. Construction: Robust construction made of bent plate. Vertical lifting front door. Insulation: Multilayer insulation. Interior in ceramic fibre and refractory bricks. Aeration: ...
SOLO Swiss & BOREL Swiss

Maximum temperature: 1,100 °C
Capacity: 3, 8.2 l
... Product Description Construction: Robustly constructed in folded sheet steel, horizontal opening door for 8 L model, vertical for 3 L version. Insulation: Light fibres for all walls. Heating: Heating muffle. Heating interruption on door opening. Electricity: ...
SOLO Swiss & BOREL Swiss

Maximum temperature: 1,200 °C
Capacity: 10 l - 45 l
... Definition: Electric chamber furnace for all applications. Construction: Robust construction made of bent plate. Vertical lifting front door. Insulation: Multilayer insulation. Interior in ceramic fibre and refractory bricks. Aeration: ...
SOLO Swiss & BOREL Swiss

Maximum temperature: 700 °C
Width: 200 cm - 500 cm
Height: 50 cm - 600 cm
... OPERATING TEMPERATURE: MAX 700°C Standard power, size and shape or as indicated by the customer. Complete electrical BOXES with CONTROL and SAFETY systems (thermocouples). Stainless steel casing. Room insulation with technical material REFRACTORY ...

Maximum temperature: 1,100, 1,200 °C
Width: 180 mm - 750 mm
Height: 140 mm - 600 mm
... Made up of gas-tight models, the EASYBOX range of horizontal chamber furnaces is available in an CA version, a series of furnaces designed to work in a controlled, neutral or flammable atmosphere according to standard ...
HEAT CONCEPT

Maximum temperature: 1,100, 700 °C
Width: 180 mm - 750 mm
Height: 100 mm - 600 mm
... heat treatment station, depending on production requirements, including heating furnace before quenching under controlled atmosphere, quenching tank and ventilated tempering oven. The ...
HEAT CONCEPT

Maximum temperature: 0 °C - 1,000 °C
Width: 400, 600, 250, 500 mm
Height: 500, 300, 600, 250, 400 mm
... treatments. Each furnace includes a built-in quenching tank, with an atmosphere transfer lock allowing parts to be quenched without air passage, as well as an automated loading / unloading device. Available with electric ...
HEAT CONCEPT

Maximum temperature: 0 °C - 2,200 °C
... cooling in gas, pyrometer, etc. We customize our furnaces to your specific needs. The hot zone features tungsten rod or mesh heating elements, ensuring excellent uniformity and longevity. This furnace comes equipped ...
Materials Research Furnaces

Maximum temperature: 0 °C - 2,200 °C
... cycling. The furnace front door is hinged and water-cooled and provides full access to the loading area. The rear cover is removable for maintenance. The optional gas heat exchanger allows for quick-cooling down to room temperature. The ...
Materials Research Furnaces

Maximum temperature: 0 °C - 2,000 °C
... rod. Our crystal growing option can also be fitted on select front loading MRF furnaces using the top chamber port, such as our Multi-application Laboratory Furnace or select Arc Melting Furnaces. General Specifications For ...
Materials Research Furnaces

Maximum temperature: 0 °C - 1,000 °C
... Continuous oven designed for the steel hardening process, equipped with a cooling unit. The product’s movement is obtained thanks to a metallic conveyor belt which is able to withstand the high temperatures. The oven ...

Maximum temperature: 850 °C
Capacity: 560 l
... Pit furnace is preferred for the heat treatment of materials make such as screws, wire, rods or bolts that high and low carbon steels, copper alloys, bronze, brass etc. in industry. Inquired atmosphere control can be provided thanks to ...
MSE TEKNOLOJİ LTD. ŞTİ.

Maximum temperature: 1,100 °C - 1,800 °C
Capacity: 5 l - 45 l
Width: 150 mm - 360 mm
... MSE chamber furnace is designed for use at a wide temperature ranges and different volumes in order to enable users to perform melting, thermal ageing, metal heat treatment, sintering, burning, tempering, normalizing, stress relieving, ...
MSE TEKNOLOJİ LTD. ŞTİ.

Maximum temperature: 850 °C - 1,100 °C
... the furnace is essential. The furnace, which allows the quenching of super alloys, which are used extensively in aerospace applications, in water or oil environment, can be used for many different heat treatment processes. MSE ...
MSE TEKNOLOJİ LTD. ŞTİ.

Maximum temperature: 550 °C
Capacity: 20 l - 400 l
Width: 800, 1,000, 1,100, 1,300 mm
... martempering furnaces are useful for quenching or cooling with minimal workpiece distortion, retempering, austempering for optimal toughness, recrystallization annealing after electrical discharge machining (EDM) and ...
Nabertherm

Maximum temperature: 550 °C
Capacity: 75 l
Width: 870 mm
... low temperature electric laboratory furnace SNOL 75/550 is intended for electrodes, drying, preliminary heating, hardening, loosening, normalising and other thermal processing up to temperature of 550°C. The furnace ...
SNOL

... Non-frame KCF Carburizing Furnace / Non-frame KNF Gas Soft Nitriding Furnace The conventional frame curtain has been replaced with a vacuum-purged oil bath that improves safety and work environment where heat treatment ...
Koyo Thermos Systems

... You are looking for a Vacuum Oil Quenching Furnace ? Furnaces from the DUO range are made of a heating cell and of an integrated quenching cell. Quenching processes ...
ECM Technologies

... Specific benefits Increased quenching speed and uniform cooling. Flexible dynamic cooling system with alternating cooling gas flow, giving the furnace high flexibility. Can be adapted to a wide range of materials, geometries ...

Maximum temperature: 1,250, 1,350, 1,500 °C
... horizontal gas quenching vacuum furnace, equipped with BMI’s patented rotating flow cooling. The BMI vacuum furnaces of the B8_T family are designed for the main heat treatments and brazing at high temperature and ...
B.M.I. Fours Industriels

... electric furnace are welded by steel plate and section steel. Soft contact between the trolley and furnace lining can sharply reduce thermal radiation and connective thermal losses so as to guarantee the furnace ...
Anhui Xinning Equipment Company

Maximum temperature: 20 °C - 280 °C
Capacity: 640 l
Width: 1,200 mm
... thermal curing, quenching, and other processes in many industrial fields such as electronic manufacturing, coating, printing, aerospace, etc. Product Description Inert gas oven, also known as no oxidation oven ...
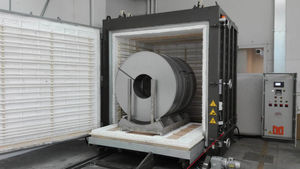
... Electric Bogie Hearth Furnace designed for tempering, quenching, annealing, and normalizing. These are car-bottom kilns and furnaces suitable for batch firings, specifically engineered ...
Pagnotta Termomeccanica s.r.l.

Maximum temperature: 1,200, 1,300, 1,600, 1,000 °C
Width: 300, 250, 500, 400, 200 mm
Height: 120, 200, 300, 250, 150 mm
... steel pieces' quenching, anneal and tempering;Program Control Chamber Electric Furnace Muffle furnace The furnace is designed new and beautiful, with rough plastic spraying, both the ...
Zhejiang FUXIA Medical Technology Co., Ltd.

Maximum temperature: 650 °C
Width: 900 mm
Height: 600, 900 mm
... Fully- automatic, state-of-the-art comprehensive solution Optimizes and traces treatments, thanks to atmosphere control (Kn regulation) Delivers gas savings of up to 50% compared to conventional treatment Perfect for aeronautical standard and Nadcap ...
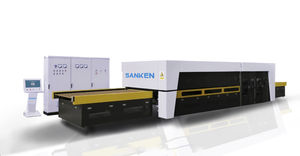
... Equipment introduction: The heating and cooling system of the glass tempering furnace adopts the latest advanced technology to generate stress on the surface of the ordinary glass and obtain high-performance index glass. Device application: Production ...
SANKEN glass machine

Maximum temperature: 780 °C - 1,100 °C
... Thermo ADI Series Austempering batch furnaces Main Features: • Flexiblility • Atmosphere safety system • Reliability • Strong structure • Fast temperature rise • Process quality report produced by the control system • Self-diagnosis ...
La Fornitecnica S.r.l.
the best suppliers