

{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

Flow: 4.8 l/min
Pressure: max 130000.0 Pa
... -life, and the use of high-pressure pumps. We also offer a unique lineup of pumps, including pumps capable to supply a wide range of flow levels with only single unit using our unique patented valve, ...

Flow: 0 m³/h - 250 m³/h
Pressure: 20 bar
Fluid temperature: -40 °C - 300 °C
... The Plenty U2000 rotary vane pump is specifically designed for systems or processes where infinitely variable flow from 0-100% of the rated pumps capacity is required. Description The ...

Flow: 40, 60, 65 l/min
Power: 170 W - 240 W
... priming pumps with self-adjustable vanes. Pump body made of cast-iron with rustproof treatment, rotor of sintered steel and vanes of acetyl resin. The pump includes ...

Flow: 50, 70, 95 l/min
Power: 370, 500, 750 W
... priming pumps with self-adjustable vanes. Pump body made of cast-iron with rustproof treatment, rotor of sintered steel and vanes of acetyl resin. The pump includes ...

... B.SMART Simple and intuitive – the new Tank Data Management System with access control via Bluetooth from the driver’s smartphone. - Everything under a single part number: fuel dispenser, access code for the web app, and licences for driver/user. - ...
CEMO


Flow: 70 l/min
... The standard containers are primed and painted. We offer a 10-year warranty against rusting thro Electric pump CUBE 70 MC50 - self-priming - pump flow rate approx. 70 l/min - electronic flow meter with 50 user codes - ...
CEMO

Flow: 3.4 m³/h
Pressure: 1.5 bar
Head: 0 m - 15 m
... Special bare electric diesel pumps Descriptive Technical data: Self-priming pump Built-in bypass Built-in filter in the pump Suction and discharge Ø: 1" Voltage: single-phase ...

... Rotary vane pumps are used whenever it is necessary to have a process vacuum of up to 10^(-3) mbar. VACUUBRAND rotary vane pumps give consistently high ...

Flow: 40, 43 l/min
... safety, these pumps are used as the primary system on earth-moving machinery and on mobile fuel pumps on vehicles or in construction yards. Technical Specifications • - Cast iron pump body finished ...
Emiliana Serbatoi

Flow: 110, 15, 25, 40, 65 m³/h
Pressure: 12 bar
Fluid temperature: 250 °C
... Rotary Vane Pumps have been specifically designed to handle highly viscous products up to 110 m3/h (12 bar), including non-lubricating, abrasive and corrosive liquids. Thanks to their excellent volumetric ...
MOUVEX

Flow: 155 l/min - 5,383.33333 l/min
Pressure: 28.6 bar
Power: 7.5 kW
... LYB-2000 LPG vane pump, for transferring LPG, NH3, etc., is specially designed to perform in such severe operating conditions as high differential pressure, over speeding rotation and poor suction. Advantage Innovative ...
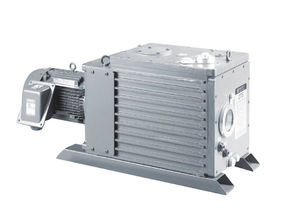
Power: 7.5 kW
Weight: 255 kg
... This oil-lubricated, two-stage rotary vane pump is built to produce a fine vacuum range. It is an excellent choice for the research field as well as in production lines. Equipped with ...

Flow: 80, 100 l/min
Pressure: 0 bar - 2.5 bar
Power: 800, 950 W
... The PA 2 80 engineered by Adam Pumps, is a self-priming rotary pump that features a by-pass valve and a built filter. It is powered by 230 V voltage and with a 3.5 A of maximum current. This device also ...
Adam Pumps

... The 1052 series is a self-priming rotary vane pump manufactured by Silea. This equipment integrates mechanical seals and adjustable over-pressure bypass valve that caters optimum solution to gas-oil, ...

Flow: 10, 385, 227 l/min
Pressure: 7 bar
Power: 27, 328, 126 kW
... loads on the shaft bearings, thereby giving them extremely long lifetimes. basic components of vane pump replaceable cartridge The versatility of the BV series pumps enables them to meet the requirements ...

Flow: 120 l/min
... The Alternating current (AC) electric pumps is equipped with by-pass valve and stainless steel filter, self-priming; pump frame is in cast iron, rotor in sintered steel. Volumetric self-priming rotary vane ...
numak srl

Flow: 52 l/min
Power: 0.55 kW
Length: 245 mm
... Electric self-priming vane pump for use in agriculture, industry, workshops, petrol stations and similar facilities. Description For diesel, heating oil EL/L, radiator antifreeze (concentrate), GTL, HVO and R33 Self-priming ...
HORN GmbH & Co. KG TECALEMIT

Flow: 35 l/min
Pressure: 4 bar
... 51115 Self-priming air-operated rotary vane pump for the transfer of petrol. Body in cast iron with anti-corrosion coating and plastic rotor. The pump is equipped with an earth cable ...

Flow: 2.2 m³/h
Pressure: 14 bar
... The SVM Series of magnetic-drive vane pumps, manufactured by Gruppo Aturia SpA, is specifically designed for minimal flow or intense head utilization. The pump features a self-compensating sliding vane ...

Flow: 0 m³/h - 2 m³/h
Head: 15 m
Fluid temperature: 0 °C - 60 °C
... fluids for this Atex pump range include; water, diesel, kerosene, Jet A1 fuel, petrol, alcohol, gas oil, solvents, toluene, acetone, trichloroethylene, white spirit and any other low viscosity compatible fluids. These manual ...
North Ridge Pumps Ltd

Power: 20 W - 400 W
... • Asynchronous and brushless motors for rotary vane pumps (flow rates 50-350 l/h) • Low vibrations and noise • Compatible with magnetic drive pumps or mechanical drive pumps ...

Weight: 17, 18 kg
... • Pump Type: Rotary - Vane • Flow: 280ml / rotation • Mounting: 2" MNPT Bung Adapter • Suction Tube Length: 40" Maximum • Inlet: 1-1/4" O.D. • Outlet: 1" O.D. Curved Spout • Wetted Parts: ...
Acodex Enterprise Co., Ltd.

Flow: 600 m³/h
Head: 15 m
Power: 55 kW
... plants, coal slime Product Features 1. It is mainly composed of a motor, pump shell, impeller, guard plate, pump shaft, bearing seals, etc. 2. The material of the pump shell, impeller, and guard ...

Flow: 100 l/h - 450 l/h
Pressure: 16 bar
... series positive displacement rotary vane pumps are available with brass or stainless steel housings with 3/8” GAS or NPT ports and internal relief valve. The nominal flow rates range between 70 and 400 ...
Fluid-o-Tech s.r.l.

Pressure: 240 bar
... HT7E, HT6D and HT6C are balanced type pumps of single vane that have fixed displacement. It has been designed for higher operation of pressure and more flow having the same size of housing. It has a pin- vane ...

Flow: 0.33 m³/h - 127 m³/h
... The TR Lobe pumps basically consist of two lobe rotors which rotate synchronously inside a casing without touching each other.The two rotors divide the rotor chamber into to several smaller rooms and move in order as: a→b→c→d. At position ...

Flow: 0 l/h - 300 l/h
Pressure: 0 bar - 18 bar
... The NUERT Mini Rotary Vane Pump are compact pumps. This device has a body made up of brass and stainless steel. The available gaskets and mechanical ...
Nuert
the best suppliers