
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

Rotational speed: 240, 300, 400, 500, 650 rpm
... Description Magnetic lathe chuck with demagnetization cycle for the almost deformation-free finishing, precision turning or grinding of rings or discs. Field of application Lathes Cylindrical grinding ...

Rotational speed: 0 rpm - 2,900 rpm
Gripping force: 0 kN - 247 kN
Outer diameter: 381 mm
... Product overview
The Kitagawa NV15 is a 381 mm three‑jaw vertical power
chuck with a closed centre, specifically designed for vertical
turning lathes (VTL). The NV series features reinforced sealing around the ...
Kitagawa Europe

Outer diameter: 7 mm - 80 mm
... Bonded Disc Pack Flange Chucks as Complete Clamping Fixture Features High true running accuracy ≤ 0,01 mm Permissible component tolerance up to IT11 Short or long clamping length possible Pull-back against shoulder ring For thin-walled ...
RINGSPANN

Outer diameter: 7 mm - 74 mm
... Taper Collet Flange Chucks as Complete Clamping Fixture Features High true running accuracy ≤ 0,01 mm Permissible component tolerance up to IT15 Extended insertion depth Pull-back against external backstop surface or internal ...
RINGSPANN

Outer diameter: 15 mm - 206 mm
... Taper Sleeve Flange Chucks as Complete Clamping Fixture Features High true running accuracy ≤ 0,01 mm Permissible component tolerance up to IT13 Extended insertion depth Pull-back against external backstop surface or internal ...
RINGSPANN

Rotational speed: 1,400 rpm - 3,200 rpm
Gripping force: 3,100 daN - 6,900 daN
Outer diameter: 160 mm - 430 mm
... -DUX chuck is balanced following the ISO3089/74 rules and supplied with the warranty and testing certificates. The chucks with diameter 365 and 430mm, suitable for heavy-duty machinings, keep the same technical features ...

Rotational speed: 3,150 rpm - 8,000 rpm
Gripping force: 48 kN - 250 kN
Outer diameter: 110 mm - 400 mm
... The Duro-A is a three-jaw chuck with a through-hole that can be clamped automatically (hydraulically) by a CNC machine. It is mainly used forturningcylindrical and disc-shaped blanks. Stable damping using axial tension The draw-in ...
RÖHM GmbH

Rotational speed: 0 rpm - 6,300 rpm
Gripping force: 135, 180, 64, 100, 240 kN
Outer diameter: 215, 260, 180, 315, 400 mm
... The Duro-A RC is a three-jaw chuck with through-feed and jaw quick-change system that can be clamped automatically, i.e. hydraulically by a CNC machine. RC stands for RapidChange - quick change, A for automatic. Physical characteristics High ...
RÖHM GmbH

Gripping force: 0 kN - 115 kN
Outer diameter: 74 mm - 1,250 mm
... Duro-M is a manually geared scroll chuck with through-hole, drilling and turning jaws with cylindrical mount. It is mainly used on conventional turning machines for machining turned parts. Physical characteristics Chuck ...
RÖHM GmbH

Outer diameter: 500 mm
... br>
Applications
- Turning and general lathe operations on cylindrical parts
- Workholding for shafts and bar machining
- Designed for industrial lathes requiring front-mounted chucks
Bison S.A.

Outer diameter: 135 mm
... Overview
4-jaw power
chuck POWER
CHUCK 2605-135-34K with through-hole and plain back mount (DIN 6353). Supplied with soft 2-piece jaws. Body material: steel. Measurement unit: metric (mm).
More Information ...
Bison S.A.

Outer diameter: 315 mm
... Overview
3-jaw power
chuck 2305-315-91 designed for efficient clamping on CNC lathes, featuring a quick jaw-change system and a through-hole for bar feed. Size: 315.
Product details
- SKU USA: 7-770-1200
- SKU:
Bison S.A.

Rotational speed: 5,500, 5,800 rpm
Gripping force: 40 kN - 140 kN
Outer diameter: 4 mm - 120 mm
... zero-point systems, mandrel units, lathe/power chucks)

Gripping force: 16 kN - 98 kN
Outer diameter: 165 mm - 315 mm
... pneumatic chuck fixtures for indexing tables - Ø 165 - 315 mm - 2 and 3 jaws Application/customers benefit Self centering rotating chuck fixtures with a pneumatic manifold used on indexing tables, not designed for ...
OML

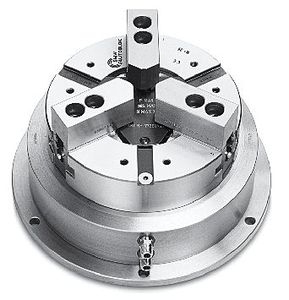
... Overview
ATSC Forged Steel Body Scroll
Chuck is a precision-engineered
lathe
chuck designed for high repeatability and consistent concentricity on duplicate parts. The
chuck ...
Hardinge Workholding

Outer diameter: 800 mm
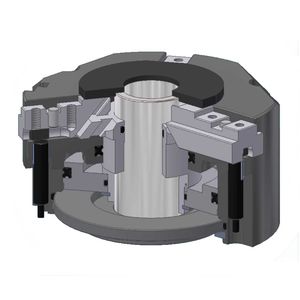
... Automatic self-centering BIG THRU-BORE CHUCK with 3 concentric retractable jaws + 3 floating jaws with stiffening Use: Thread cutting of pipe ends. The machining cycle is as follows: the 3 external self-centering-retracted jaws are operated. ...
ROTOMORS

Rotational speed: 3,600 rpm - 6,000 rpm
Gripping force: 41 kN - 160 kN
Outer diameter: 165 mm - 315 mm
... quick change design and high repeatability – that is what makes the B-Top jaw chuck product line so flexible. Particularly for small lot sizes. Thus in most cases machining the chuck jaw to size is unnecessary. Flexibility ...
HAINBUCH GMBH SPANNENDE TECHNIK

Gripping force: 5,000 N
... Recommended tightening torque, manual chucks: 4 Nm. - Permitted torque for 25 mm holder: 10 Nm - Permitted torque for 30 mm holder: 25 Nm - Maximum flushing pressure: 15 bar* - Clamping force: 5 000 N *Manual chucks ...
SYSTEM 3R

Gripping force: 43, 124 kN
Outer diameter: 1 mm - 300 mm
... he OUTLOCK device has been developed by CDMeccanica to afford faultness turning or grinding of the soft jaws applied on all machine tools including self-centering chucks. The use of the OUTLOCK device affords the following ...
Gripping force: 1,000 N - 10,100 N
... Stationary 3-jaw-clamping- chuck, pneumatic Through central hole up to 60.5 mm Self-centering Clamping force up to 10.100N Stroke up to 32mm Stroke control Rating IP 40 ...
OMIL

... Properties and application: Cast iron lathe chuck Mounted on adapter plate The set includes: 1 set of external solid jaws, 1 set of internal solid jaws, key, mounting screws Used in low speed turning ...

Rotational speed: 300 rpm - 3,500 rpm
... Three-jaw lathe chuck ZENTRA - centre mount (DIN 6350) - one-piece / two-piece jaws - cast iron or steel ...
MACK Werkzeuge AG

Rotational speed: 4,000 rpm - 8,000 rpm
Gripping force: 15 kN - 41 kN
... BERG power operated chucks type KH 2 are designed for high capacity lathes. They stand out for their high clamping force and precision, a particularly large open centre for bar stock, as well as high maximum rotational speed and low construction ...
Berg & Co. GmbH Spanntechnik

... easily mounted collet chucks for steel and rubber collets workpieces can be changed manually during operation economical application even for small series an all-around multi-purpose chuck of machine tools simple ...

Rotational speed: 3,000 rpm
... Another speciality from STIEFELMAYER. Eccentricities of up to 6 m can be infinitely set with the STIEFELMAYER eccentric chuck. Switching backwards and forwards between centric and eccentric machining can be done with a running spindle ...

Gripping force: 12, 35, 55, 80 kN
Outer diameter: 165, 220, 290, 370 mm
... low maintenance • Jaws can be changed between chucks of the same design • Reinforces jaw interface for high material removal rate • Offers a wide range of applications; a chuck for turning, hard- turning, ...

Rotational speed: 1,200 rpm - 7,000 rpm
Gripping force: 3,671 kgf - 24,472 kgf
Outer diameter: 135 mm - 800 mm
... 3-jaw through-hole power chuck (adapter included) • Adapter for A2 spindle(DIN 55026) • Easy to mount. • Suitable for long bore or special workpiece. • Can be equipped with automatic feeder to increase productivity. • Can be equipped ...

Rotational speed: 0 rpm - 6,000 rpm
Outer diameter: 112 mm - 220 mm
... QUADRO® Dead Length Collet Chucks for CNC-Lathes The main range of application of the QUADRO® dead length collet chucks are NC/CNC-machines, lathes, special machines etc. The clamping pressure is hydraulically transferred ...
Ortlieb Präzisions-

Outer diameter: 160 mm - 550 mm
... MD is an automatic indexing chuck with hydraulic clamping and indexing. It is not self-centering. ADVANTAGES • made in special high resistance hardened and cementing 60HRC steel UNI18NiCrMo5, to maintain a high degree of precision, ...

... Expander Chuck”, which allows the contractor to measure the exact path of a new pipe during the pipe pulling progress. This is possible for pipe replacement (pipe bursting, inliner) and for HDD bores. The sonde D 18 is screwed behind ...

Rotational speed: 6,000 rpm
Outer diameter: 3 in - 12 in
... Northfield Precision Air Chucks, also known as sliding jaw chucks, are the benchmark for high precision quality, efficient, and easy to use air chucks. The Northfield Precision Air Chuck ...
NORTHFIELD PRECISION INSTRUMENT
Chucks are used to clamp either workpieces or tools in place for rotary operations. The two most common types are the drill chuck, used to hold drill bits, and the lathe chuck, used to hold workpieces for turning operations.
ApplicationsChucks are most often found in metalworking and woodworking applications to hold cutting tools such as drill bits, reamers and end-mills. Three-jaw and collet chucks are used to hold workpieces.
TechnologiesIn general, a chuck is designed with a certain number of jaws that grip the workpiece or tool. The jaws can either be self-centering or independently adjusted. Some chucks use a key to tighten or loosen the jaws, while others are hand-operated or even pneumatically operated.
How to chooseWhen selecting a chuck, be sure to determine technical specifications such as the diameter, rotational speed, clamping force and type of machinery on which it will be mounted.
the best suppliers