

{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

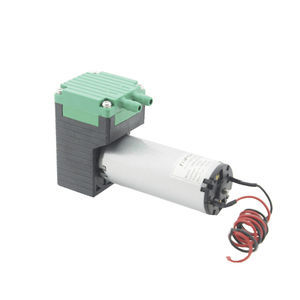
Ultimate vacuum: 0 mbar - 210 mbar
Flow rate: 0 m³/h - 0.22 m³/h
... Product overview
KNF diaphragm gas
pumps transfer or compress gases and vapors and generate a
vacuum without contaminating the media. Multiple configurations are available to meet application-specific requirements ...

Ultimate vacuum: 500 mbar
Flow rate: 0 l/min - 1.7 l/min
Operating temperature: 5 °C - 40 °C
... KNF diaphragm gas pumps transfer or compress gases and vapors and generate a vacuum without contaminating the media. Different options are available for application-specific requirements related to size, motor type, control, ...

Ultimate vacuum: 6 mbar
Flow rate: 20 l/min
Power: 60 W
... ballast valve Integrated rotational speed contro Chemically-resistant vacuum pump system comprising chemically resistant diaphragm vacuum pump, base plate and two separator flasks on ...

vacuum pump with atmospheric quick release valveEJ-ATM series
Ultimate vacuum: -94,000 Pa - -82,000 Pa
Weight: 62 g - 213 g
... cycle time • Available with Gimatic’s integrated vacuum switch, pre-set (-30, -50 and -70 kPa), in the PNP and NPN versions • Vacuum ports, in-line or L-shaped • A single 3/2 valve controls the vacuum ...
GIMATIC

Ultimate vacuum: -94,000 Pa - -73,000 Pa
Weight: 75 g - 189 g
... The EJ-BA vacuum pumps consist of an anodised alluminum manifold, which guarantees high strength and while allowing compact dimensionsì. They can integrate the EJ-MEDIUM cartridges in the 2 and 3-stage ...
GIMATIC

Ultimate vacuum: -94,000 Pa - -73,000 Pa
Weight: 16, 17, 27 g
... EJ-LINE pumps have superior vacuum characteristics even at low or fluctuating mains pressure. In-line design to optimise overall dimensions.The aluminium body provides high strength, the thread in the vacuum ...
GIMATIC

Ultimate vacuum: 400 mbar
Flow rate: 1.9, 2.3 m³/h
Power: 0.09 kW
... displacement pump from the VT series is designed for continuous operation in the rough vacuum range. Its integrated vacuum regulating valve allows precise control of the operating point. Self-lubricating ...
BECKER

Ultimate vacuum: 150 mbar
Flow rate: 4.7, 4.1 m³/h
Power: 0.18, 0.21 kW
... Rotary vane vacuum pumps, oil-free The VT 4.4 is a medium vacuum, dry-running displacement pump designed to operate on a continuous duty basis. It utilises self-lubricating, graphite ...
BECKER

Ultimate vacuum: 150 mbar
Flow rate: 8, 9.1 m³/h
Power: 0.37, 0.44 kW
... Rotary vane vacuum pumps, oil-free The VT 4.8 is a medium vacuum, dry-running displacement pump designed to operate on a continuous duty basis. It utilises self-lubricating, graphite ...
BECKER

Flow rate: 0.18 l/min
... -life, and the use of high-pressure pumps. We also offer a unique lineup of pumps, including pumps capable to supply a wide range of flow levels with only single unit using our unique patented valve, ...

Ultimate vacuum: 0.01 mbar
Flow rate: 900 m³/h
Power: 18.5 kW
... THE ALL-AROUND SOLUTION FOR INDUSTRIAL VACUUM APPLICATIONS Control and monitoring Ready for Industry 4.0 providing remote control, condition monitoring and communication protocols Cost savings Reduced energy consumption and ...
Busch Vacuum Solutions

Ultimate vacuum: 0.1 mbar
Flow rate: 440 m³/h - 840 m³/h
Power: 18.5 kW
... The All-Rounder for Countless Vacuum Applications Control and monitoring Ready for Industry 4.0 providing remote control, condition monitoring and communication protocols Cost savings Reduced energy consumption and minimized ...
Busch Vacuum Solutions

Ultimate vacuum: 0.01 mbar
Flow rate: 950 m³/h
Power: 18.5 kW
... Energy with Sustainable Vacuum Solutions Busch Vacuum Solutions has now launched the first vacuum pump of the new DX series on the market, the COBRA DX 0650/0950 A. It is a dry vacuum ...
Busch Vacuum Solutions

Flow rate: 6,200, 1,300, 2,100 m³/h
... reached for short periods of time. This reduces pump-down times by around 20% compared to conventional Roots pumps. In order to operate, Roots pumps require a suitable backing pump, ...
Pfeiffer Vacuum+Fab Solutions

Flow rate: 67 l/s
Noise level: 48 dB
Weight: 1.7, 3.1 kg
... turbomolecular vacuum pump, hybrid bearing, ceramic ball bearing Compact yet powerful turbopumps with pumping speeds of up to 67 l/s for N2 Product description • - Compact design ...
Pfeiffer Vacuum+Fab Solutions

Flow rate: 1.5 m³/h
... Magnetically coupled In contrast to the standard pump, these products have a frictionless magnetic coupling. Oil leakage from a wear-prone conventional shaft seal is ruled out in these models Applications • - Installation ...
Pfeiffer Vacuum+Fab Solutions

Length: 36 cm
Width: 9 cm
Height: 14.1 cm
... Millivac Mini and Maxi vacuum pumps are compact, maintenance-free pumps that provide a consistent source of vacuum for filtration and other laborabory applications. A ...

Ultimate vacuum: 0.01, 0.05 mbar
Flow rate: 240 us gal/h
Power: 520 W
... Scroll pumps are an excellent alternative to rotary vane pumps where oil free pumping is desirable. Have become industry standard when dry pumping is essential, proving to be a robust and clean vacuum ...
EDWARDS

... R32 6.0 is suited for the evacuation of all refrigeration circuits according to DIN 8975. The two-stage rotary vane pump achieves a vacuum of less than 25 micron. This makes them ideal for all refrigeration plant engineers ...
ROTHENBERGER

Ultimate vacuum: 780 mbar
Flow rate: 50 m³/h - 2,450 m³/h
... Our reliable G-BH1 side channel vacuum pump is reliable and delivers 20,000 operating hours between services and is virtually maintenance free. Frequency converters are used to control machine output and speed, which ...
Elmo Rietschle

Ultimate vacuum: 0.1 mbar - 0.5 mbar
Flow rate: 16 m³/h - 700 m³/h
Power: 0.75 kW - 18.5 kW
... With our coolest pump temperatures on the market we allow a longer oil lifetime. Ready to use GVS 16-630 A rotary vane vacuum pumps come complete with all the options and accessories you are likely ...
Atlas Copco Construction Tools

Ultimate vacuum: -919 mbar
Flow rate: 88 l/min
Power: 408 W - 489 W
... Mail Sorters/Stuffers Cable & Radar Pressurization Animal Feeders Sprayer Systems Pump Priming Purging Systems Vacuum Clamps Chair Lifts ...
Gardner Denver Thomas

... The rotary vane vacuum pump includes a suction-side fine-mesh filter, an oil mist separator, and a reversing valve for coarse or fine vacuum operation, among other component parts. It operates with a ...

Flow rate: 21, 14 l/min
Operating temperature: -10 °C - 80 °C
... attributes while giving an efficient vacuum answer for some outline provisions. The JV Series are small scale venturi vacuum generators. The vacuum control of these vacuum ...
ANVER Vacuum System Specialists

Ultimate vacuum: 0.87 bar
Flow rate: 21, 14 l/min
... the ANVER VR Series Mini Vacuum Pumps, you can connect compressed air directly to your vacuum cup. This connection creates a vacuum at the load, which minimizes the ...
ANVER Vacuum System Specialists

Flow rate: 54, 270, 200, 130, 75 l/min
Operating temperature: -10 °C - 80 °C
... The JB Series Vacuum Generators and Vacuum Pumps are recommended for use where vacuum is required on an intermittent basis or when a basic/practical, low cost design is desired. • ...
ANVER Vacuum System Specialists

Ultimate vacuum: 200, 60 mbar
Flow rate: 9.5, 8 l/min
... The small pumps described on this page are membrane-type. They can be used both as vacuum pumps and compressors. In the latter version they can supply compressed air 100% oil-free up ...
VUOTOTECNICA

Ultimate vacuum: 60, 200 mbar
Flow rate: 8.5 l/min
... Membrane vacuum mini pumps, with dc motor The mini pumps on this page are the same as described above, with a DC motor rather than an AC. The performances are also almost the same. ...
VUOTOTECNICA

Ultimate vacuum: 150 mbar
Flow rate: 4.8, 2, 4, 2.4 m³/h
... These small vacuum pumps have a suction flow rate of 2 and 4 m3/h. They feature a wick lubrication with oil recirculation, while the rotor, which is cantilevered-fitted on the motor ...
VUOTOTECNICA

Ultimate vacuum: -900, -910 mbar
Flow rate: 0.3 m³/min - 20 m³/min
Operating temperature: -20 °C - 80 °C
... an even higher suction volume. Still the vacuum pump reaches the high vacuum of the first Venturi stage, because flap valves close automatically in order of pressure balance between ...

Flow rate: 133 l/min
Power: 350 W
Length: 230 mm
... The Picolino vacuum pump is particulary well suited for mobile use when welded seams need to be leak tested on site or on the shop floor. Its compact design and a blow silencer for low noise operation ...

... calculate the right suction vacuum for further transport: Side channel blowers are durable and maintenance-free vacuum generators for smaller material handling systems, e.g. for filling drying containers. We ...

Ultimate vacuum: 80,000 Pa
Flow rate: 11 l/min - 16 l/min
Operating temperature: 70 °C
... Application: The versatility of TOPSFLO pumps allows a wide field of applications to be covered. Over many years our pumps have proved themselves in the following areas: Industrial pressure and vacuum ...
TOPSFLO INDUSTRY AND TECHNOLOGY CO., LIMITED
Ultimate vacuum: 75,000 Pa
Flow rate: 10, 9, 13 l/min
Operating temperature: 41 °F - 158 °F
... TOPSFLO micro diaphragm pumps and compressors are based on a simple principal,the circular power from the motor is converted into oscillating movement by aneccentric, which moves up and down its central point, this motion ...
TOPSFLO INDUSTRY AND TECHNOLOGY CO., LIMITED

Ultimate vacuum: 5.17 bar
Flow rate: 12, 17 l/min
Operating temperature: 5 °C - 70 °C
... The Double head pump TMD40 Series offers multiple component configurations allowing them to beused for either vacuum operation, pressure operation, or alternating vacuum and pressure operations. The innovative, ...
TOPSFLO INDUSTRY AND TECHNOLOGY CO., LIMITED

Ultimate vacuum: 100 mbar
Flow rate: 0.7 m³/h
Power: 0.04 kW
... and valves provide optimal chemical resistance. A manual vacuum regulator valve with dial gauge for adjustment of pumping speed and ultimate vacuum is available as accessory. One-stage diaphragm pumps ...
VACUUBRAND

Ultimate vacuum: 3, 1.5 mbar
Flow rate: 14.3 m³/h
Power: 530 W
... The PC 3012 VARIO select pumping unit precisely controls the vacuum level in order to achieve unparalleled process control. With its combination of high pumping speed and deep ultimate vacuum, this pump ...
VACUUBRAND

Ultimate vacuum: 1.5, 0.6 mbar
Flow rate: 2.8 m³/h
Power: 0.53 kW
... The PC 3003 VARIO select pumping unit precisely controls the vacuum level in order to achieve unparalleled process control. With its high pumping speed and deep ultimate vacuum, this pump ...
VACUUBRAND

Ultimate vacuum: -850 mbar
Flow rate: 125 l/min - 275 l/min
... . Nozzle Ø : 2 ; 2.5 mm . 2 vacuum levels : 60% et 85% . Suction flow rate : up to 275 Nl/min . Integrated pressure regulator (ASR) . M12 connections LEM+ Series, compact, high fl ow vacuum pumps, ...
COVAL

Ultimate vacuum: -850 mbar
Flow rate: 29 l/min - 70 l/min
... . Nozzle Ø : 1 ; 1.2 ; 1.4 mm . Vacuum level : 85% . Suction flow rate : up to 70 Nl/min . Integrated pressure regulator (ASR) . Integrated vacuum regulator (ASC) . M8 connections LEMAX is a new ...
COVAL

Ultimate vacuum: -850 mbar
Flow rate: 29 l/min - 92 l/min
... is innovating once more by unveiling the LEMCOM series: the first vacuum pump on fieldbus. The LEMCOM establishes a verified remote communication between the operator and the vacuum pump, ...
COVAL

Ultimate vacuum: -333 mbar
Flow rate: 7 l/min
... hose nipple outlet and a class E coil insulation. This vacuum pump is only one example of a wide product range of Medo pumps with linear piston technology. We also offer diaphragm pumps, ...
Nitto Kohki Europe

Ultimate vacuum: -147 mbar
Flow rate: 6 l/min
... The VC 0100, assembled by Nitto, is an AC Blower Pump that features an attainable vacuum of -147 mbar. This device is powered by a 230 V or 120 V of rated voltage with a 6 l/min of rated airflow. In addition, it operates ...
Nitto Kohki Europe

Ultimate vacuum: -187 mbar
Flow rate: 10 l/min
... Please see our full range of pumps here: https://www.nitto-kohki.eu/en/products-en/ pumps-a-compressors.html You will find DC pumps, AC pumps, OEM pumps, linear piston ...
Nitto Kohki Europe

Ultimate vacuum: -813 mbar
Flow rate: 0 l/min - 8 l/min
Weight: 597 g
... he SRP3 BL model from EAD Pumps is a diaphragm pump with a brushless DC electronic motor, specifically designed for air and gas applications requiring maximum reliability, efficiency, and versatility. Its 100% oil-free ...
Electro A.D., S.L.

Ultimate vacuum: -773, -906 mbar
Flow rate: 7, 4 l/min
Operating temperature: 120 °C
Electro A.D., S.L.

Ultimate vacuum: -826 mbar
Flow rate: 4 l/min
Length: 87 mm
Electro A.D., S.L.

Flow rate: 10 l/min
The withdrawal system can be used to dispense high-purity liquids quickly and without complications. An excess pressure is produced in the container with pressurised gas (compressed air or nitrogen), thereby pumping the liquid out of the tank. The advantage ...

Ultimate vacuum: 1 mbar
Flow rate: 16.67 l/min
Noise level: 1 dB
... transfers 100% oil-free. The maintenance-free vacuum pump/compressor pump can be mounted in any position and features a compressor head which is constructed from pressure cast zinc. It provides an ...

Flow rate: 30 l/min - 144 l/min
Power: 40 W
Operating temperature: 5 °C - 40 °C
... Rotary vacuum pump realizing low driving noise, low vibration & high efficiency. Added power switch type to single phase 100V specifications (parallel twin & in-line twin) Contribute to energy saving. The top level high ...
the best suppliers